What are the key design features of a mold for a large, structurally complex item like a tool box?
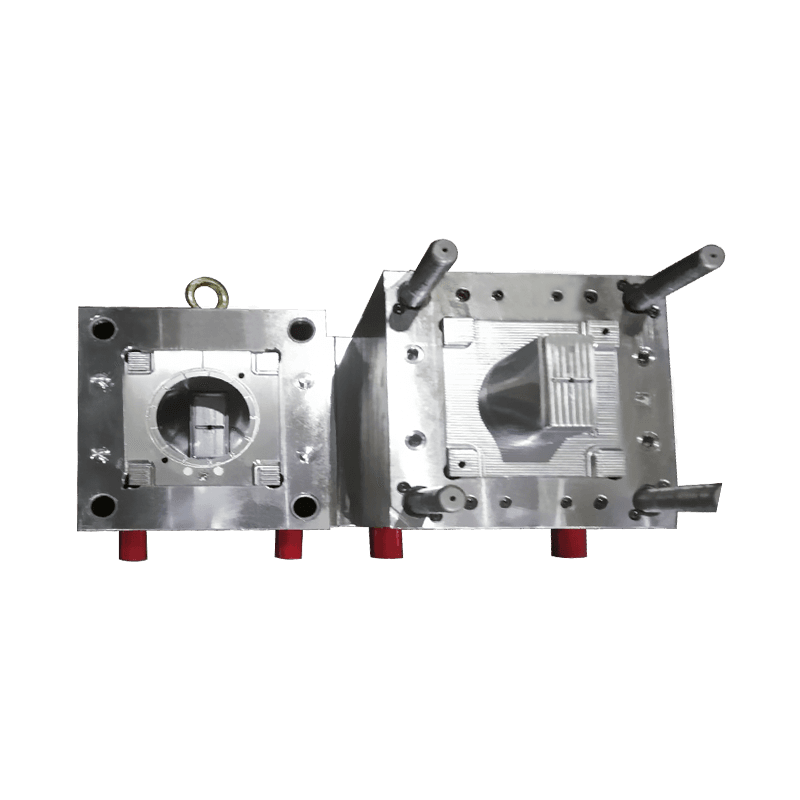
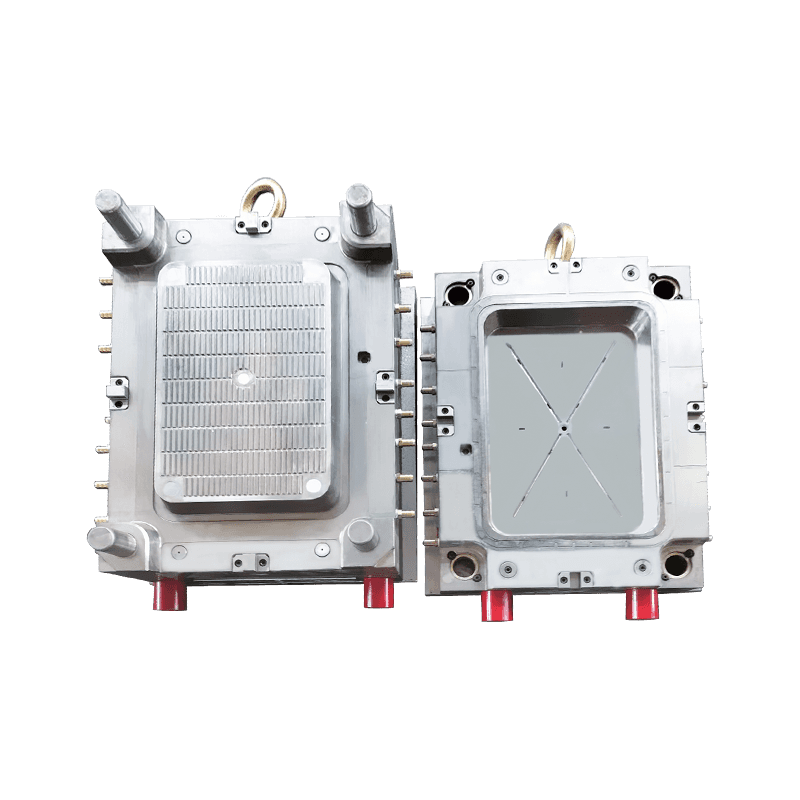
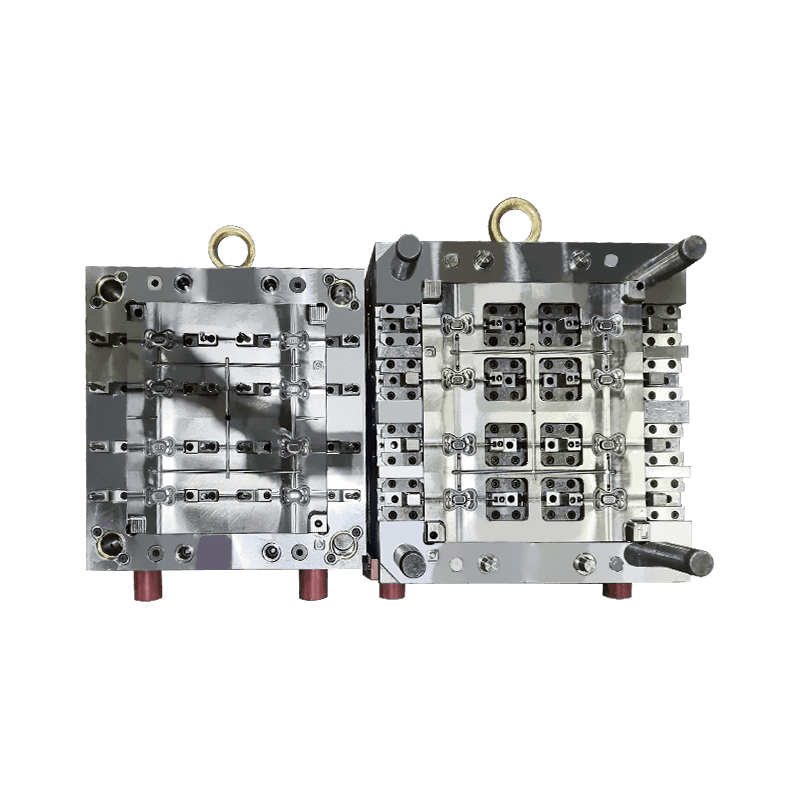
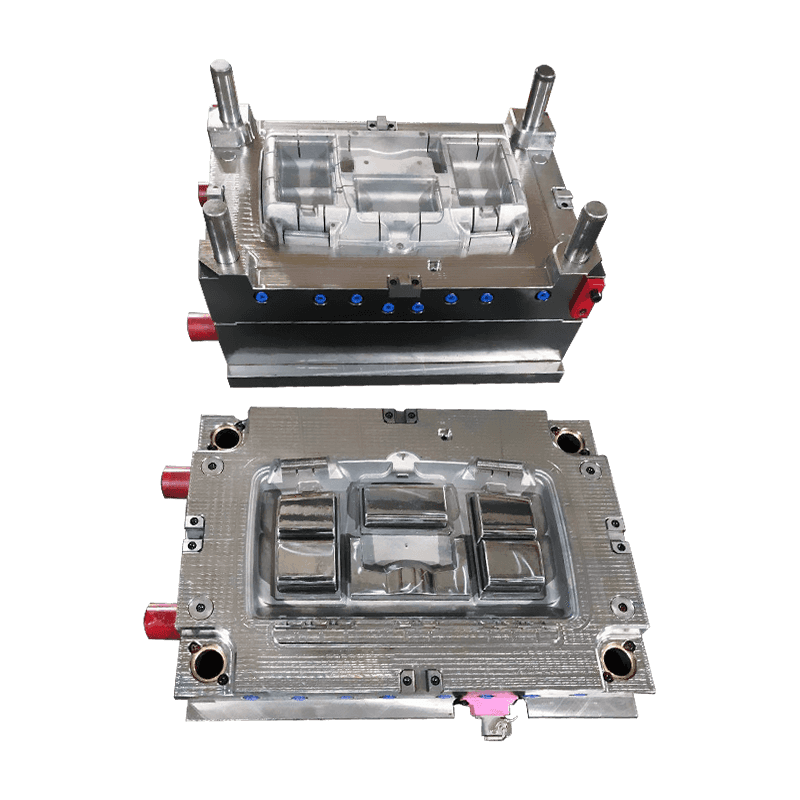
Designing a mold for a tool box differs from molds for smaller items due to the part's size, need for structural rigidity, and common inclusion of integrated features. A primary design feature is the use of multiple or sequential ejection systems. A simple tool box has a deep draw, meaning the molded part has significant depth relative to its opening. To eject such a part without distortion or damage, the mold may use a combination of ejector pins on the base, stripper plates around the perimeter, and sometimes air poppet valves to break the vacuum that forms.

Another critical feature is the incorporation of slides and lifters to form undercuts. Tool boxes often have molded-in handles, latch receptacles, and stacking ribs that are not in the line of draw (the direction the mold opens). These features require movable steel sections in the mold that slide or pivot out of the way before the main part can be ejected. The design and actuation of these slides, often using angled pins or hydraulic cylinders, add complexity.
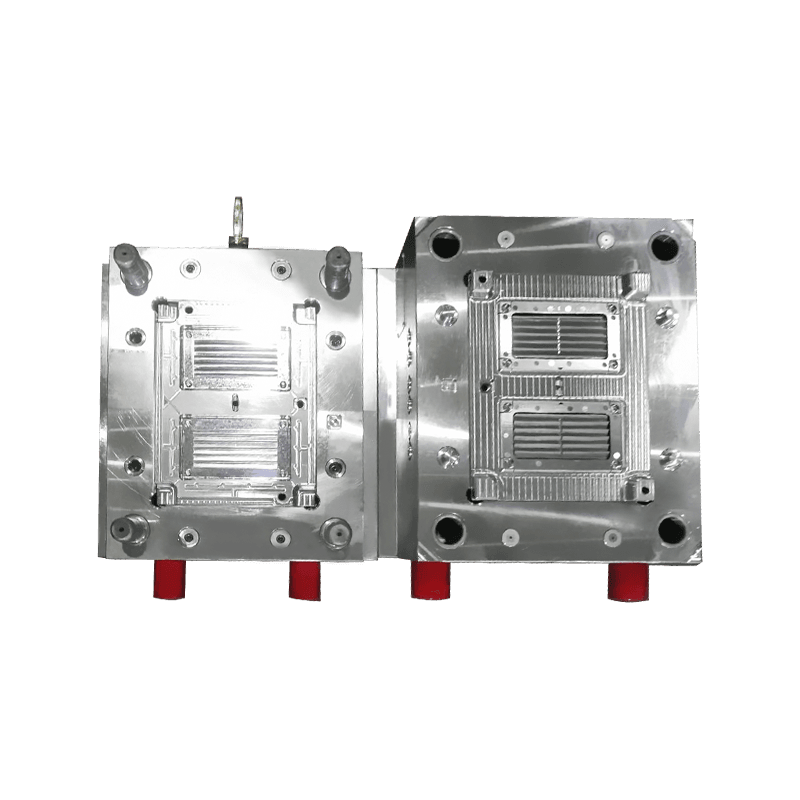
The tool box mold must facilitate efficient material flow and packing. Tool boxes are large surface area items, often with thin but rigid walls. The mold's runner system and gate locations are engineered to ensure the molten plastic fills the cavity uniformly before it starts to solidify, preventing weak weld lines and ensuring consistent wall thickness for structural integrity. Multiple gates are commonly used.
Why is the cost of a tool box mold high, and what factors drive this cost?
The cost is a function of the mold's size, complexity, material, and precision requirements. The physical size and tonnage requirement are primary drivers. A mold for a large tool box must itself be large and robust enough to be clamped in a high-tonnage injection molding machine (often 500 tons or more) to withstand injection pressures without flexing, which requires massive blocks of high-quality steel.
Material cost and machining time are significant. The mold is typically constructed from pre-hardened or through-hardened tool steels (like P20 or H13) to resist wear over hundreds of thousands of cycles. Machining these large, hard steel blocks to create the cavity, core, and complex slide mechanisms requires extensive time on large CNC mills, EDMs (Electrical Discharge Machining), and deep-hole drilling for cooling lines. Every hour of machining adds cost.
Complexity from incorporated features directly increases cost. Each slide, lifter, or unscrewing mechanism (for threaded features like drain plugs) adds design engineering, custom components, and assembly time. The need for a highly polished or textured cavity surface for the tool box's exterior also adds finishing labor. Finally, the need for durability and longevity incentivizes investment in higher-grade materials and more precise machining to avoid costly downtime and repairs during the mold's production life.
What are common challenges or defects encountered when molding a tool box, and how are they addressed in mold design?
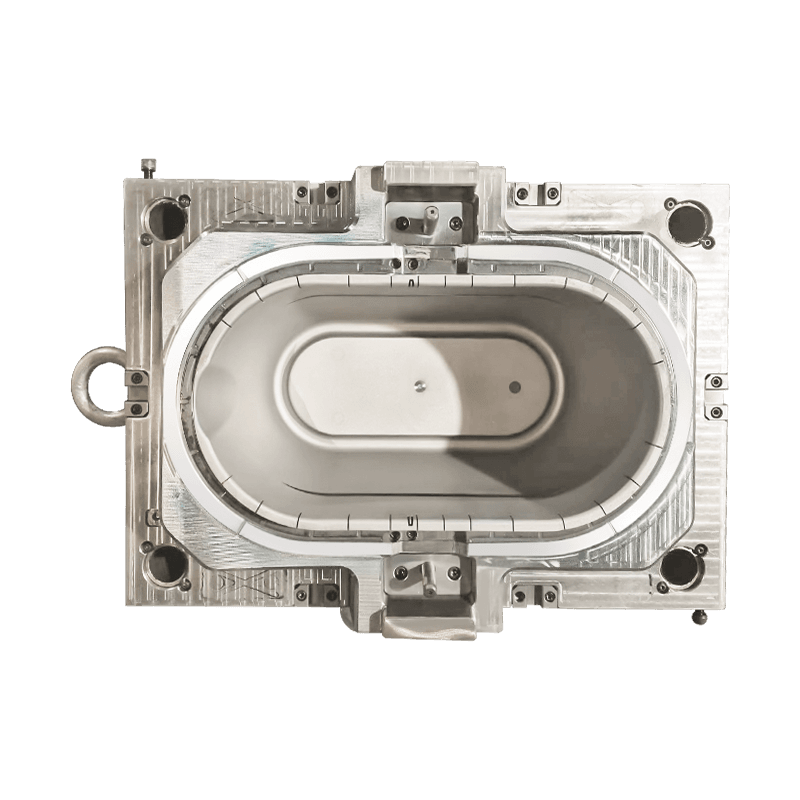
Several molding defects are particularly relevant to large, box-like structures. Warpage is a major challenge. As the large, thin walls cool, uneven shrinkage can cause the base or sides to bow. The mold design combats this through a carefully designed cooling system. Conformal cooling channels that follow the shape of the cavity, rather than straight drilled lines, promote even heat extraction. Balanced gate placement to ensure symmetrical flow and packing is also critical.
Sink marks can appear on the exterior surface opposite internal ribs or thick sections. These occur when the material shrinks as it cools, pulling the surface inward. The mold design addresses this by ensuring ribs are no more than 50-60% of the nominal wall thickness and by providing adequate packing pressure and time in the cycle to push material into these areas as they solidify.
Difficulty in ejection, bring about sticking or deformation, is another issue. This is mitigated by the previously mentioned multi-system ejection design and by incorporating ample draft angles on all vertical walls. A minimum of 1-2 degrees of draft per side is standard for a deep part like a tool box to allow it to release cleanly from the core. Insufficient draft is a common cause of production problems.
How does the choice of plastic material influence the mold design?
The material selection dictates several mold specifications. Shrinkage rate is the direct influence. Different plastics (e.g., polypropylene, ABS, high-density polyethylene) have different rates of shrinkage as they cool from melt to solid. The mold cavity must be machined oversize by a precise, material-specific percentage to ensure the final tool box dimensions are correct. A mold designed for ABS cannot be used for PP without resulting in a size discrepancy.
Abrasive fillers in the plastic, such as glass fibers used for increased rigidity, accelerate wear on the mold. For boxes using these materials, the mold may be constructed from more wear-resistant steels, and components like gates and runners may be designed with hardened inserts to extend service life.
 English
English 中文简体
中文简体 русский
русский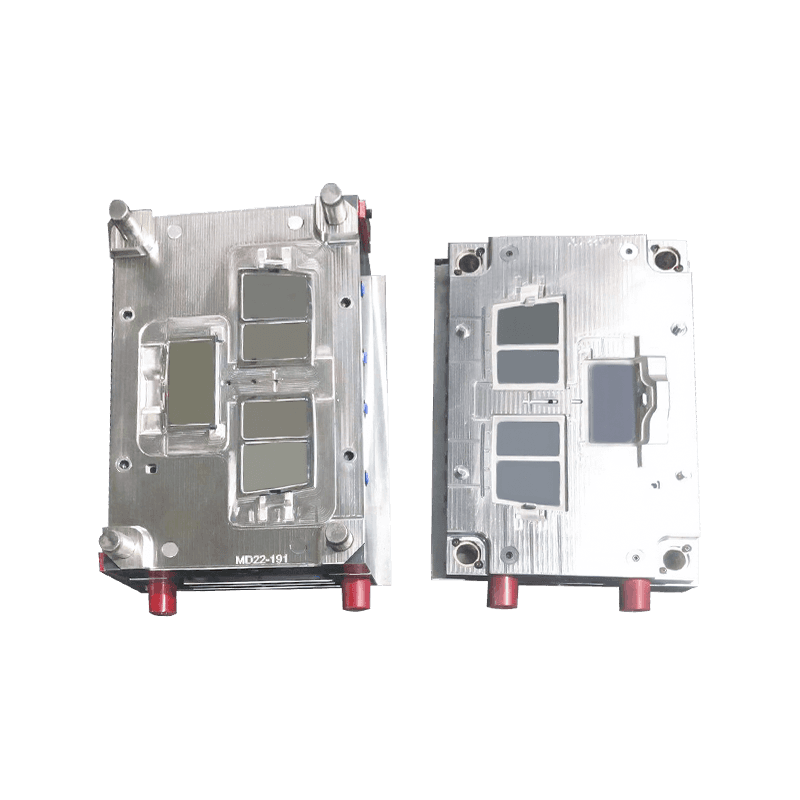


Contact Us