The plastic items that fill homes and workplaces—from containers and cutlery to storage bins and personal care packaging—are produced through various molding processes, each relying on precision-engineered tools called molds. These Plastic Daily Necessities Mold, also known as tooling or dies, are the invisible enablers of mass production, determining the shape, surface finish, and dimensional accuracy of countless consumer goods. The materials chosen for constructing these molds directly affect production costs, manufacturing speed, part quality, and the total number of parts that can be produced before the mold requires repair or replacement.

Tool Steel: The Backbone of High-Volume Production
For large-scale manufacturing runs, where molds must produce hundreds of thousands or millions of parts, tool steels are the predominant material choice. These alloys are specifically formulated to withstand the high pressures, elevated temperatures, and abrasive forces encountered in injection molding and compression molding.
P20 Tool Steel: This is a general-purpose, pre-hardened steel widely used for injection molding cavities and cores.
P20 is typically supplied in a pre-hardened condition, around 28-32 HRC (Rockwell Hardness C scale), which eliminates the need for heat treatment after machining for many applications.
It offers good machinability, allowing relatively quick fabrication of mold components.
It is suitable for production runs of moderate volume, typically up to 500,000 to 1,000,000 parts, depending on the abrasiveness of the plastic being molded.
P20 is commonly used for automotive components, appliance parts, and household goods molded from commodity plastics like polypropylene or polyethylene.
H13 Tool Steel: For more demanding applications involving higher pressures, higher melt temperatures, or more abrasive plastics, H13 is frequently specified.
H13 is a hot-work tool steel that maintains its hardness at elevated temperatures, resisting thermal fatigue and heat checking (cracking caused by repeated heating and cooling cycles).
It is typically used in a hardened and tempered condition, reaching 45-52 HRC.
This material is preferred for molds running engineering plastics such as glass-filled nylons or polycarbonates, which flow at higher temperatures and can be abrasive to mold surfaces.
H13 is also common for die casting molds, a related but distinct process.
Stainless Tool Steels (e.g., 420 SS): When corrosion resistance is required, either from the plastic material or from the cooling water circulating through the mold, stainless tool steels are employed.
Grade 420 stainless steel, hardened to approximately 48-52 HRC, offers good corrosion resistance combined with adequate hardness for molding.
These materials are used for molding PVC and other plastics that release corrosive gases during processing, or for molds that must be stored in humid environments without rusting.
They are more expensive and more difficult to machine than P20 or H13, which limits their use to applications where corrosion is a genuine concern.
Pre-Hardened Steels and Specialty Alloys
Beyond the standard tool steels, several other ferrous materials occupy specific niches in the mold-making market, offering particular combinations of properties.
Pre-Hardened 4140 Steel: Sometimes used as a lower-cost alternative to P20 for very large molds or prototypes, 4140 is a chromium-molybdenum alloy steel. It offers reasonable strength and wear resistance but is generally considered inferior to dedicated tool steels for high-volume production. It may be used for mold bases or structural components rather than cavity inserts.
Beryllium Copper Alloys: While not steel, beryllium copper is an important material for specific mold components, particularly where heat removal is critical.
Beryllium copper has thermal conductivity several times higher than tool steel. This allows it to draw heat away from the molded part more rapidly, reducing cycle times.
It is often used for cores, inserts, or areas of the mold that are difficult to cool with conventional water lines.
The material is more expensive than steel and requires special handling during machining due to health concerns with beryllium dust, but its thermal properties can justify the cost in high-speed production.
Hardened and Coated Steels: For wear resistance, mold surfaces may be hardened through processes such as nitriding, which introduces nitrogen into the steel surface to create a very hard case (up to 70 HRC) while maintaining a tougher core. Additionally, various coatings can be applied:
Chromium plating: Provides a hard, wear-resistant, and corrosion-resistant surface.
Titanium Nitride (TiN) coating: The gold-colored coating commonly seen on cutting tools, TiN reduces friction and increases wear resistance.
Diamond-Like Carbon (DLC) coatings: Offer low friction and high hardness for demanding applications.
Aluminum: Speed and Economy for Lower Volumes
Aluminum molds occupy a significant and growing segment of the market, particularly for prototype runs, bridge tooling, and lower-volume production. The material properties of aluminum differ substantially from steel, bring about distinct advantages and limitations.
Machinability and Lead Times: Aluminum machines much faster than steel, often 3 to 5 times faster. This translates directly to shorter mold fabrication times and lower cost. For products with short market windows or designs that may require iteration, aluminum molds allow rapid production of sample parts.
Thermal Conductivity: Aluminum conducts heat approximately 3 to 5 times better than tool steel. This means heat from the molten plastic is drawn away more quickly, potentially reducing cooling times and shortening overall cycle times. In some cases, this thermal advantage can offset the lower inherent strength of aluminum.
Alloy Selection: Not all aluminum is suitable for injection molds. The common alloys used are:
QC-7 or QC-10: These are wrought aluminum alloys specifically developed for mold applications, offering a good balance of strength, hardness, and machinability.
7075 Aluminum: A high-strength aluminum alloy (similar to aircraft-grade material) that offers strength-to-weight ratio and good wear resistance for an aluminum.
6061 Aluminum: A general-purpose alloy sometimes used for very low-pressure molds or prototype tooling where strength demands are minimal.
Production Volume Limitations: Aluminum is softer and less wear-resistant than steel. An aluminum mold might produce 1,000 to 100,000 parts, depending on the abrasiveness of the plastic, before the cavity dimensions degrade or surface finishes deteriorate. For highly abrasive filled plastics, the tool life may be at the lower end of this range.
Repair and Modification: Aluminum molds are generally easier to repair through welding and re-machining than steel molds, which can be advantageous during product development.
Advanced Materials for Specialized Applications
In certain niche areas of plastic daily necessities production, materials beyond conventional metals find application, offering unique properties for specific challenges.
Porous Metals for Gas Venting: In injection molding, trapped air or gases from the plastic must be vented from the cavity to prevent burning or short fills. Conventional vents are small gaps machined into the mold. For situations requiring more extensive venting, porous metal inserts, often made from sintered bronze or stainless steel, can be used. These materials allow air to pass through their structure while containing the molten plastic, provided the pore size is sufficiently small.
3D Printed Mold Inserts: Additive manufacturing is increasingly used to produce mold components with conformal cooling channels—cooling lines that follow the exact contour of the mold cavity. These complex shapes cannot be machined with conventional drilling. They are typically printed from maraging steel or stainless steel powders using laser sintering or electron beam melting processes. While the material cost is high and the surface finish may require post-processing, the cycle time reductions from improved cooling can justify the expense for high-volume parts.
Epoxy and Composite Molds: For very low-volume production, such as pre-production pilot runs or short-run specialty items, molds can be fabricated from castable epoxies or polymer composites. These materials are poured around a master pattern and cure to form a mold cavity. They are low-cost and quick to produce but have very limited life, poor thermal conductivity, and are unsuitable for high-pressure injection molding. They are more commonly used in vacuum casting or low-pressure resin transfer molding.
 English
English 中文简体
中文简体 русский
русский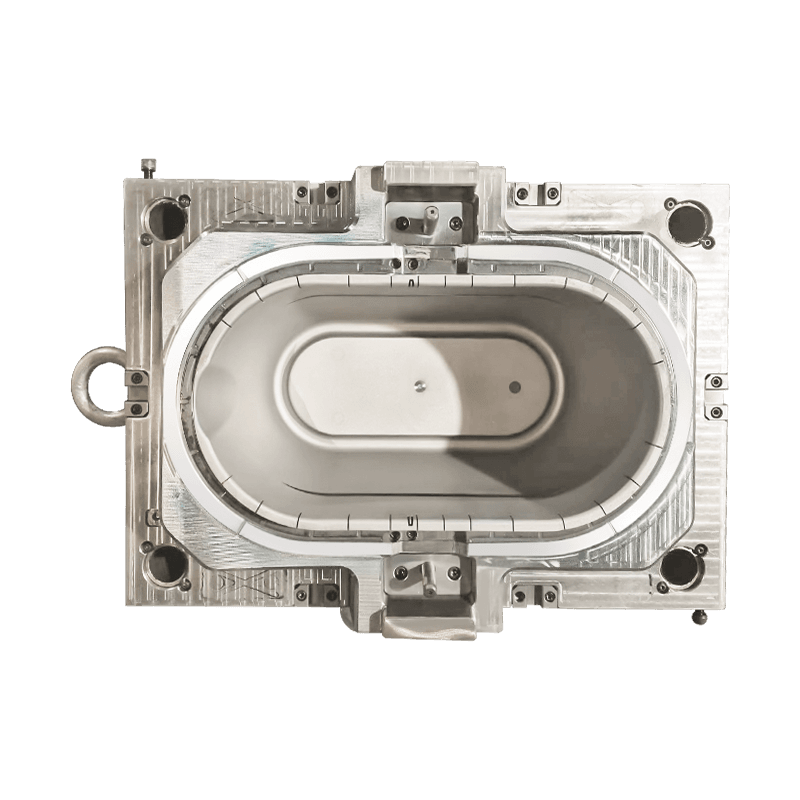


Contact Us