The plastic items that fill everyday life—from containers and cutlery to hangers and storage bins—begin as molten material injected into precision-engineered tools called molds. These molds represent a significant investment in both time and money, and for businesses or individuals considering plastic product manufacturing, understanding the basics of mold technology is essential.
What Materials Are Used to Make Plastic Injection Molds?
The choice of material for a plastic mold directly affects its cost, production lifespan, and the quality of the parts it produces. Mold materials are selected based on the expected production volume, the type of plastic being molded, and the required surface finish.
Tool Steels for High-Volume Production
For manufacturing runs requiring hundreds of thousands or millions of parts, various tool steels are the standard choice.
P20 tool steel is the common general-purpose mold material. It is supplied in a pre-hardened condition, typically around 28-32 Rockwell C, which means it does not require additional heat treatment after machining for applications. P20 offers good machinability and wear resistance for moderate production volumes, typically up to 500,000 to 1,000,000 cycles with non-abrasive plastics.
H13 tool steel is used for more demanding applications involving higher pressures, elevated melt temperatures, or abrasive plastics such as glass-filled materials. H13 maintains its hardness at high temperatures and resists thermal fatigue, making it suitable for production runs exceeding one million parts or for molding engineering plastics.
Stainless tool steels such as 420 stainless steel are specified when corrosion resistance is required. This includes molding plastics like PVC that release corrosive gases during processing, or when the mold will be stored in humid environments. Stainless tool steels are more expensive and more difficult to machine than P20 or H13.
Aluminum for Prototyping and Lower Volumes
Aluminum molds offer advantages in specific situations, particularly when speed and cost are prioritized over long production life.
Aluminum machines much faster than steel, typically 3 to 5 times faster, which reduces both fabrication time and cost. This makes aluminum ideal for prototype molds where design iterations may be necessary.
The thermal conductivity of aluminum is approximately 3 to 5 times higher than tool steel. This means heat from the molten plastic is drawn away more quickly, potentially reducing cooling times and shortening overall cycle times.
Common aluminum alloys for molds include QC-7, QC-10, and 7075, each offering different balances of strength, hardness, and machinability.
Production life for aluminum molds is limited compared to steel. Depending on the abrasiveness of the plastic, an aluminum mold may produce from 1,000 to 100,000 parts before dimensional accuracy or surface finish degrades.
Beryllium Copper for Specific Applications
Beryllium copper alloys are used for specialized mold components where rapid heat removal is critical.
These alloys have thermal conductivity several times higher than tool steel, allowing them to act as heat sinks in areas of the mold that are difficult to cool with conventional water lines.
Beryllium copper is often used for cores, inserts, or areas with thin sections that would otherwise overheat.
The material is more expensive than steel and requires specific handling procedures during machining due to health considerations with beryllium dust.
How Much Does a Plastic Injection Mold Cost?
Mold cost is typically the largest upfront expense in bringing a plastic product to market. The price varies enormously based on several factors, and understanding these variables helps in budgeting and decision-making.
Factors Influencing Mold Cost
The final price of a mold depends on its complexity, size, and the materials used.
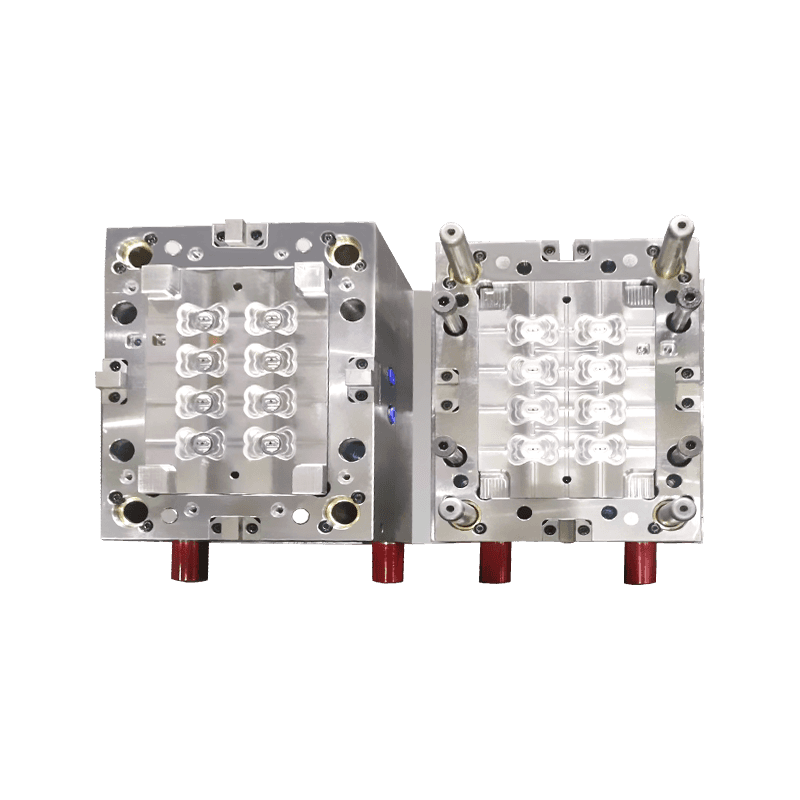
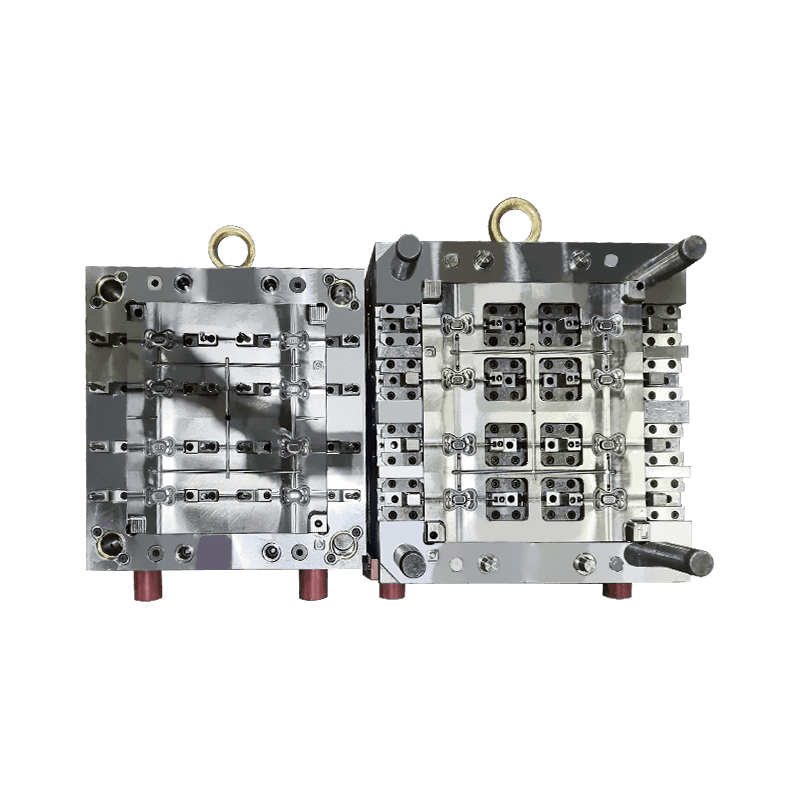
Cavity count: A mold that produces one part per cycle (single cavity) costs less than a mold that produces four, eight, or sixteen parts simultaneously (multi-cavity). However, the per-part cost is lower with higher cavity counts because more parts are produced in the same cycle time.
Part complexity: Parts with undercuts, complex geometries, tight tolerances, or textured surfaces require more sophisticated mold designs with moving components such as slides, lifters, or unscrewing mechanisms. These features increase design time, machining complexity, and final cost.
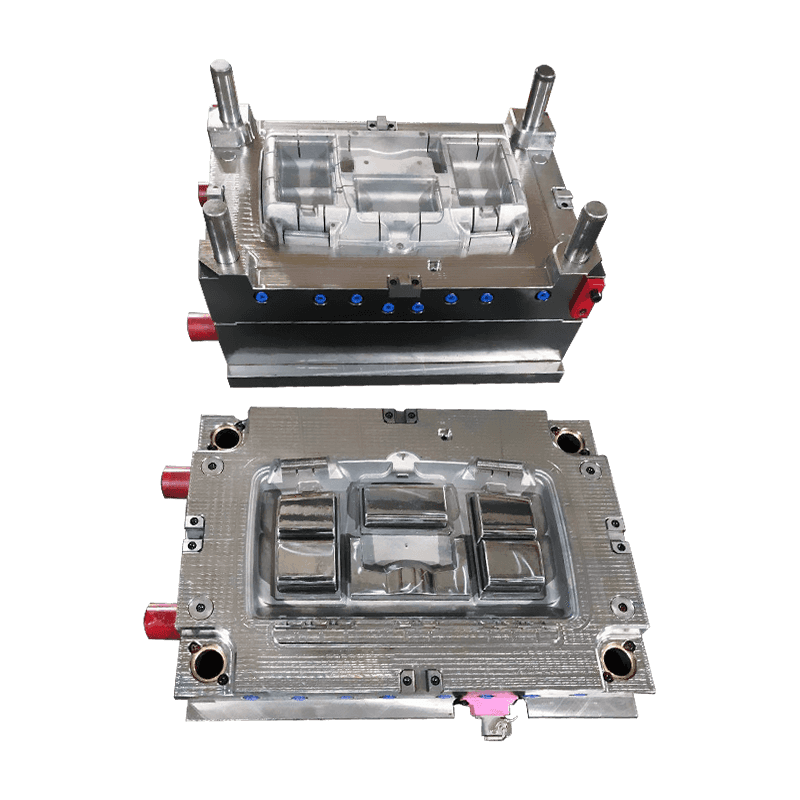
Mold size: Larger parts require larger molds, which use more material and require larger machining centers. Mold size is determined by the part dimensions plus the space needed for runners, cooling channels, and mold structural integrity.
Material selection: As discussed, steel molds cost more than aluminum molds but offer longer production life. Within steel molds, higher-grade materials like H13 or stainless steel increase cost compared to P20.
Surface finish requirements: High-gloss finishes or specific textures require additional polishing or texturing operations, which add time and cost.
Typical Cost Ranges
While every mold is custom and prices vary by region and supplier, general ranges can be provided for reference.
Prototype or low-volume aluminum molds: These may range from approximately $1,500 to $8,000, depending on part size and complexity. They are suitable for market testing or limited production runs.
Single-cavity production steel molds: A basic steel mold for a simple part might range from $5,000 to $15,000. More complex single-cavity molds can reach $25,000 to $40,000.
Multi-cavity production molds: High-production molds with multiple cavities, complex actions, and hardened steel construction typically range from $30,000 to $100,000 or more. Very large or highly complex molds for automotive or appliance parts can exceed $200,000.
Additional Cost Considerations
Beyond the mold fabrication itself, other expenses should be factored into the total investment.
Design and engineering fees: Professional mold design is essential for functional tooling and adds to the upfront cost.
Sampling and tryout costs: Running test cycles to verify part quality and mold function requires machine time and material.
Modification costs: Changes requested after sampling may incur additional engineering and machining charges.
How Long Does a Plastic Injection Mold Last?
The service life of a mold is measured in the number of cycles it can produce before wear or damage requires repair or replacement. This lifespan varies dramatically based on materials, maintenance, and operating conditions.
Expected Lifespan by Material Type
Different mold materials offer different production capabilities.
Hardened tool steel molds (H13, D2, etc.) can produce millions of parts when properly maintained. With regular maintenance and running suitable materials, these molds may last for 1,000,000 to 5,000,000 cycles or more.
Pre-hardened steel molds (P20) typically produce 500,000 to 1,000,000 parts before wear becomes significant, depending on the abrasiveness of the molded plastic.
Aluminum molds have the shortest lifespan, typically ranging from 1,000 to 100,000 cycles. The exact number depends on the aluminum alloy, the pressures involved, and the abrasiveness of the plastic.
Beryllium copper inserts can last for hundreds of thousands of cycles when used in conjunction with steel mold bases.
Factors Affecting Mold Longevity
Several operational factors influence how long a mold remains in serviceable condition.
Plastic material abrasiveness: Plastics with glass fibers, mineral fillers, or other additives are significantly more abrasive than unfilled materials. A mold running 30% glass-filled nylon will wear much faster than the same mold running unfilled polypropylene.
Maintenance practices: Regular cleaning, inspection, and lubrication of moving components extend mold life. Molds that are stored properly with protective coatings against rust also last longer.
Operating parameters: Running the mold at excessively high temperatures, pressures, or injection speeds accelerates wear. Properly set processing conditions minimize stress on the mold.
Part design: Parts with sharp corners, thin walls, or difficult-to-fill geometries require higher injection pressures, which increase stress on the mold.
What Maintenance Do Plastic Molds Require?
Regular maintenance is essential for consistent part quality and mold life. A well-maintained mold produces better parts with fewer rejects and requires less frequent repair.
Routine Maintenance Between Production Runs
After each production run, basic maintenance tasks should be performed.
Cleaning: The mold should be thoroughly cleaned to remove any residual plastic, particularly from venting areas and moving components. Soft brass tools are often used to avoid damaging steel surfaces.
Inspection: The mold cavities, cores, and moving components should be inspected for signs of wear, damage, or corrosion. Vent depths should be checked as they can increase over time with cleaning.
Corrosion prevention: If the mold will be stored, all steel surfaces should be coated with a rust-preventive spray. Stainless steel components are less susceptible but still benefit from protection in humid environments.
Lubrication: Slides, lifters, and other moving mechanisms require appropriate high-temperature grease to ensure smooth operation during the next production run.
Periodic Preventive Maintenance
At scheduled intervals, more extensive maintenance procedures are necessary.
Full disassembly and cleaning: Periodically, the mold should be completely disassembled for thorough cleaning of all components, including cooling channels which can accumulate scale and deposits that reduce cooling efficiency.
Component inspection: Ejector pins, guide pins, and bushings should be inspected for wear and replaced if clearances have increased beyond specifications.
Surface refinishing: If surface finish on parts has begun to degrade, the mold cavities may require polishing or re-texturing to restore original quality.
Cooling system maintenance: Cooling channels may require chemical flushing to remove mineral deposits and corrosion that impede heat transfer.
Signs That Mold Repair or Replacement Is Needed
Certain indicators suggest that mold maintenance or refurbishment is required.
Part dimensions drifting out of specification despite consistent processing conditions.
Visible flash (thin plastic fins) appearing at the parting line or around ejector pins.
Increased cycle times due to reduced cooling efficiency.
Surface defects such as splay or burn marks appearing consistently in the same locations.
Difficulty in ejecting parts from the mold.
 English
English 中文简体
中文简体 русский
русский


Contact Us