 English
English 中文简体
中文简体 русский
русский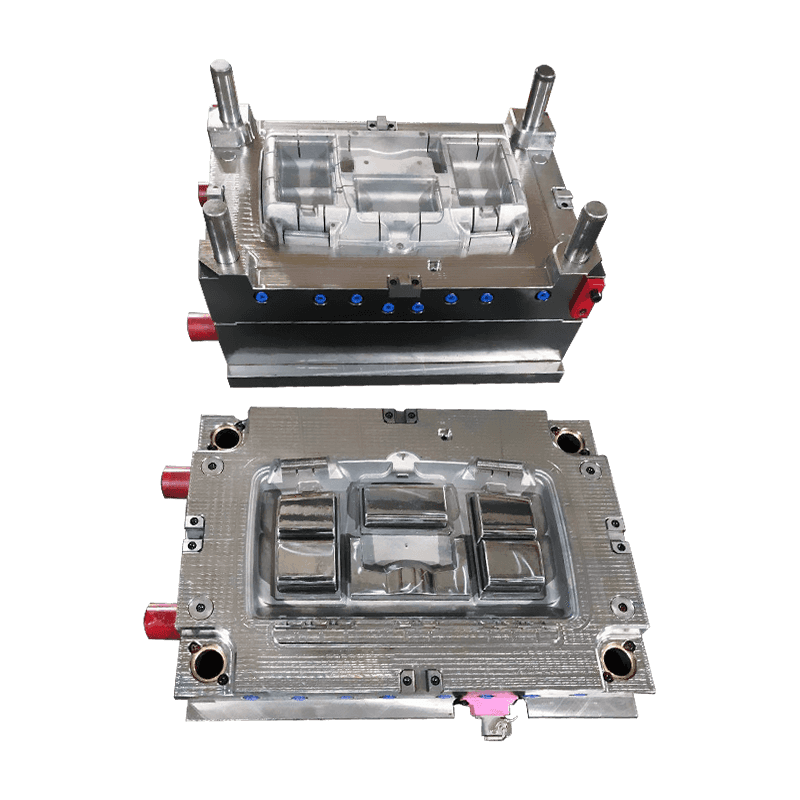
We are committed to providing customers with high-quality, precision mold solutions.
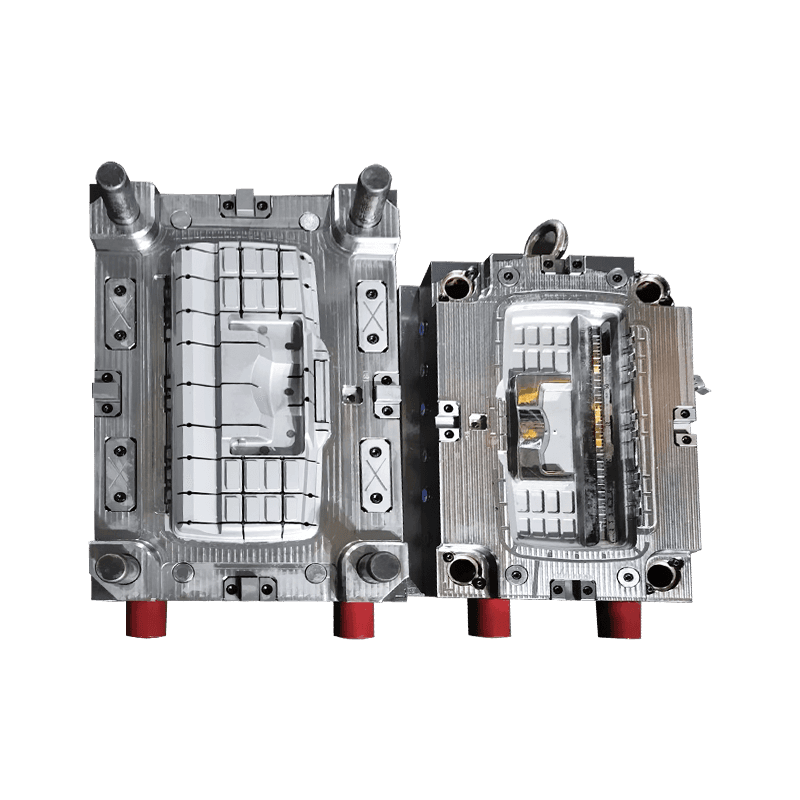
Toolbox Molds
Cat:Toolbox And Accessories Mold
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details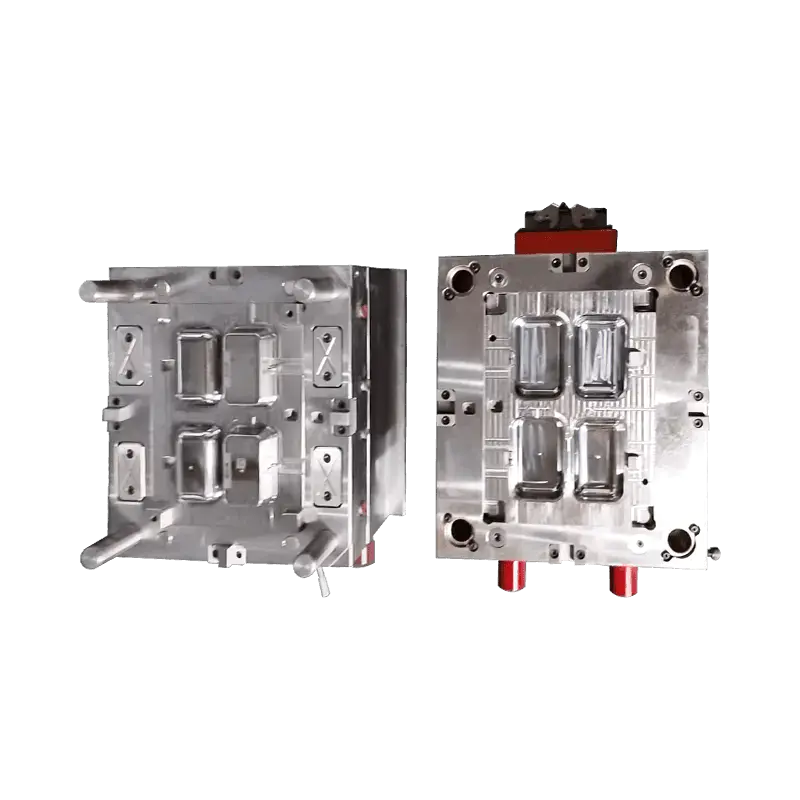
Leaking caps that pass visual inspection, torque readings that vary across the same production run, seal failures that only show up after filling — these are the quality problems that packaging manufacturers spend significant time and cost managing. The frustrating part is that they often originate not in the filling line or the capping equipment, but in the cap itself. A Plastic Cap Mould that produces caps with dimensional variation introduces seal inconsistency before the bottle ever reaches the production floor, and no amount of downstream adjustment fully compensates for that upstream problem.
Injection moulding produces caps by forcing molten plastic into a cavity under pressure and allowing it to solidify in the shape of that cavity. The finished cap carries a precise record of every dimension in the mould — the sealing surface geometry, the thread profile, the liner recess depth, the wall thickness distribution. If those dimensions are consistent across every shot and every cavity, the caps will seal consistently. If they vary, the seal will vary with them.
This is why tooling quality is the foundation of cap seal performance. Capping torque, liner compression, thread engagement depth — all of these are downstream results of decisions made during mould design and manufacturing.
The thread on a cap and the thread on a bottle finish are designed to work together within a defined tolerance range. When the cap thread profile is accurate and consistent, every cap engages the bottle at the same depth, applies consistent downward pressure on the liner, and reaches the seal position at a predictable capping torque.
When thread geometry varies — even within ranges that look acceptable individually — the engagement behavior changes. Some caps seal at a lower torque than intended, leaving insufficient liner compression. Others require higher torque to reach the seal position, creating stress in the thread that can affect closure retention. Neither condition is visible at the capping station, but both create seal quality problems in the field.
Key thread dimensions that affect seal consistency:
A Plastic Cap Mould with tight thread cavity tolerances produces caps where all of these dimensions fall within the narrow range needed for consistent seal engagement.
Caps seal by compressing a liner or inner seal against the bottle finish. The quality of that seal depends on how evenly and fully the sealing surface contacts the liner across its circumference. A sealing surface that is not flat, that has surface marks from ejection, or that varies in depth between cavities produces uneven liner compression — which means some areas of the seal are under-compressed and potentially not sealing at all.
Mould design elements that affect sealing surface quality:
Production-scale cap moulding often uses multi-cavity tools to reach the throughput needed for commercial packaging operations. Each cavity in the mould produces one cap per shot. If all cavities produce identical caps, the lot is consistent. If cavity-to-cavity variation exists — even subtle differences — the production lot contains a distribution of cap dimensions rather than a single consistent specification.
This variation becomes a problem because caps from different cavities are mixed together during filling and capping. If some cavities produce caps at the tight end of the acceptable range and others produce caps at the loose end, the filled products will have a range of seal qualities rather than a uniform seal performance.
Sources of cavity-to-cavity variation in a multi-cavity Plastic Cap Mould:
Hot runner systems maintain the plastic in a molten state throughout the runner system, delivering melt to each cavity gate at a consistent temperature and pressure. This contrasts with cold runner systems where the runner solidifies with each shot and is typically removed as waste or recycled.
For seal consistency, the temperature uniformity of a hot runner system is significant. When every cavity receives melt at the same temperature and pressure, the filling behavior in each cavity is more uniform, which produces more consistent part dimensions. Variations in melt temperature — which occur when some drops in a hot runner system run hotter or cooler than others — translate into dimensional variation in the finished caps.
A well-designed hot runner system for cap moulding includes:
When a cap solidifies unevenly — one side cooling faster than the other, or the sealing surface cooling at a different rate than the thread area — internal stresses develop in the material. After ejection, these stresses can cause the cap to warp slightly as it reaches ambient temperature. On a flat sealing surface, even small warping changes the contact geometry with the liner.
Cooling system design elements that support dimensional consistency:
| Mould Design Factor | How It Affects Seal Consistency | Risk When Poorly Executed |
|---|---|---|
| Thread cavity tolerance | Determines engagement depth and torque consistency | Variable thread engagement, inconsistent sealing force |
| Sealing surface finish | Controls liner contact uniformity | Uneven compression, localized leak paths |
| Runner balance | Affects fill pressure uniformity across cavities | Cavity-to-cavity dimensional variation |
| Hot runner temperature control | Controls melt consistency at each gate | Dimensional variation from melt temperature differences |
| Cooling channel design | Affects solidification uniformity | Warping, sealing surface distortion |
| Ejector pin placement | Affects surface quality near sealing areas | Surface marks that disrupt liner contact |
| Mould steel quality | Affects wear rate and long-term dimensional stability | Progressive cavity wear, dimensional drift over time |
A mould that produces consistent caps on day one but drifts in dimension after a few hundred thousand shots is not a long-term solution. The steel grade used for cavity inserts and core components determines how well the mould holds its dimensions across its service life.
High-hardness tool steels resist wear at the thread features, gate areas, and sealing surfaces that experience considerable contact stress during each cycle. Softer or lower-grade materials allow these critical features to wear progressively, which translates directly into dimensional drift in the caps produced and, eventually, into declining seal performance.
For high-volume cap production, mould material selection is a lifetime cost question as much as an upfront quality question. A mould that requires cavity replacement or repair after a fraction of its projected service life due to premature wear costs more in total than a higher-specification tool that maintains its dimensions across the full production run.
Evaluating a mould supplier for cap production involves more than reviewing a capability statement. The questions that reveal actual quality standards tend to be specific:
Suppliers who can answer these questions specifically and provide documentation to support their answers are demonstrating a different level of technical engagement than those who answer in general terms.
The relationship between mould quality and production economics becomes more pronounced at higher volumes. A mould producing caps at a low volume can tolerate more variation in process parameters because the absolute number of defective caps remains manageable. At production scales where millions of caps are filled each month, even a small percentage of seal failures produces a volume of field issues that creates significant cost and brand exposure.
Cap producers planning for high-volume production should evaluate:
Seal consistency in cap production is a cumulative result of tooling precision decisions made before any cap is ever moulded. Thread accuracy, sealing surface quality, cavity-to-cavity uniformity, cooling consistency, and the material quality that maintains all of those properties across a service life — these are not variables that can be corrected through process adjustment on the production floor. They are designed in, or they are absent. Taizhou Yiwei Mold Co., Ltd. manufactures Plastic Cap Mould tooling for packaging applications across beverage, food, personal care, and pharmaceutical sectors, working with cap producers and OEM packaging manufacturers on mould specification, cavity configuration, and technical requirements for seal-critical applications. If you are evaluating tooling options for a new cap project or reviewing the performance of existing tooling, reaching out to their technical team is a practical next step.
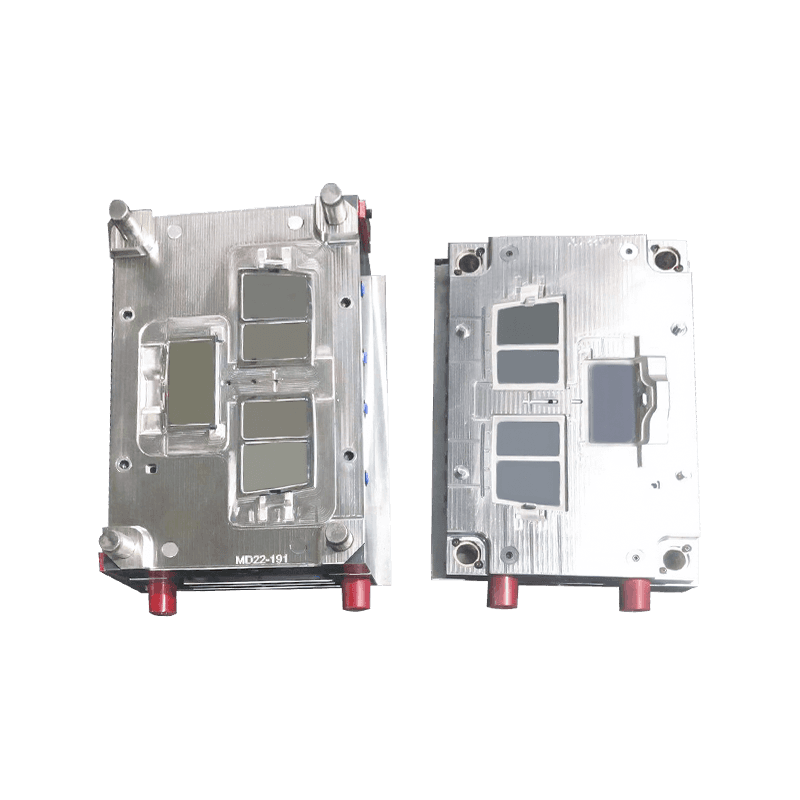
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details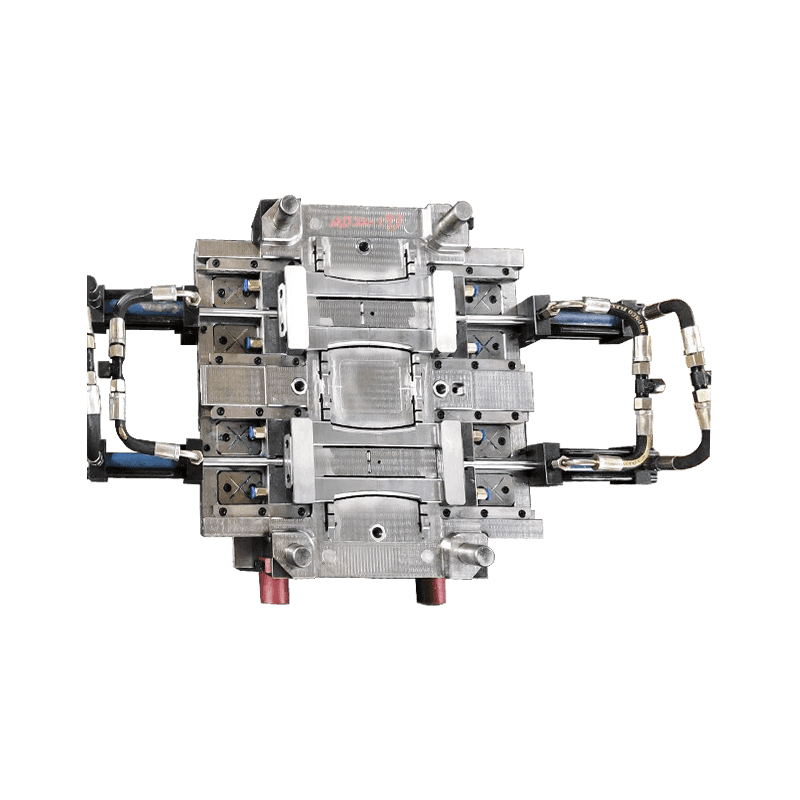
The handle of a toolbox is a critical component that directly impacts the overall functionality, usa...
See Details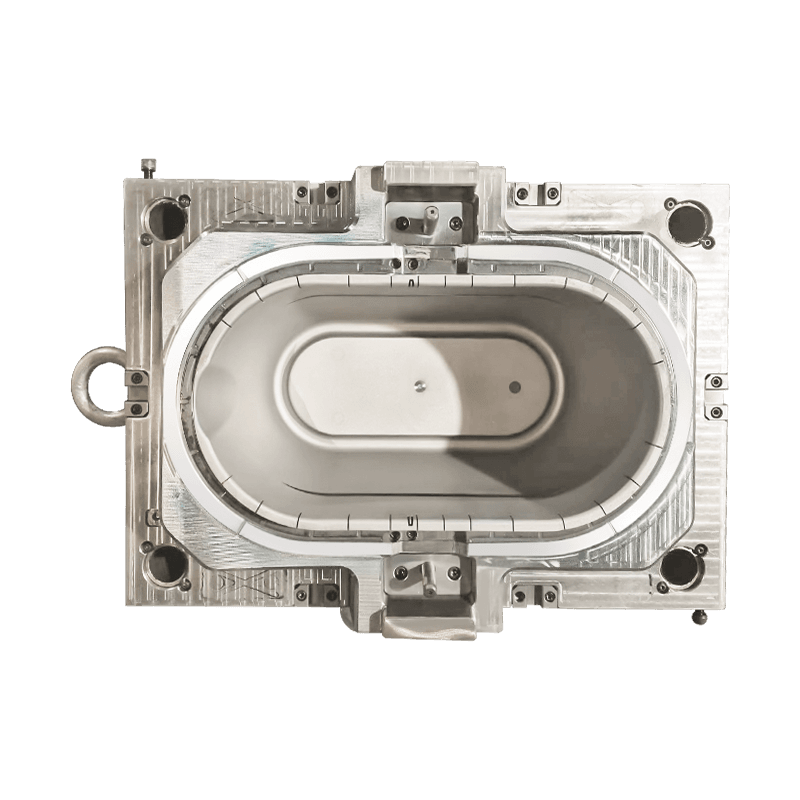
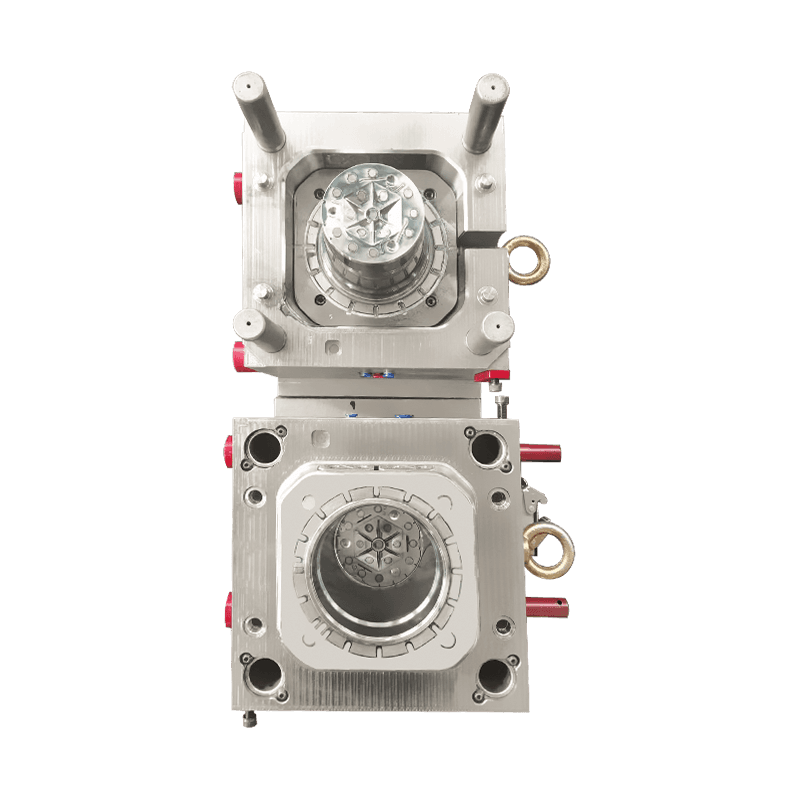
The manufacturing process of water bucket molds involves several distinctive features. From the pers...
See Details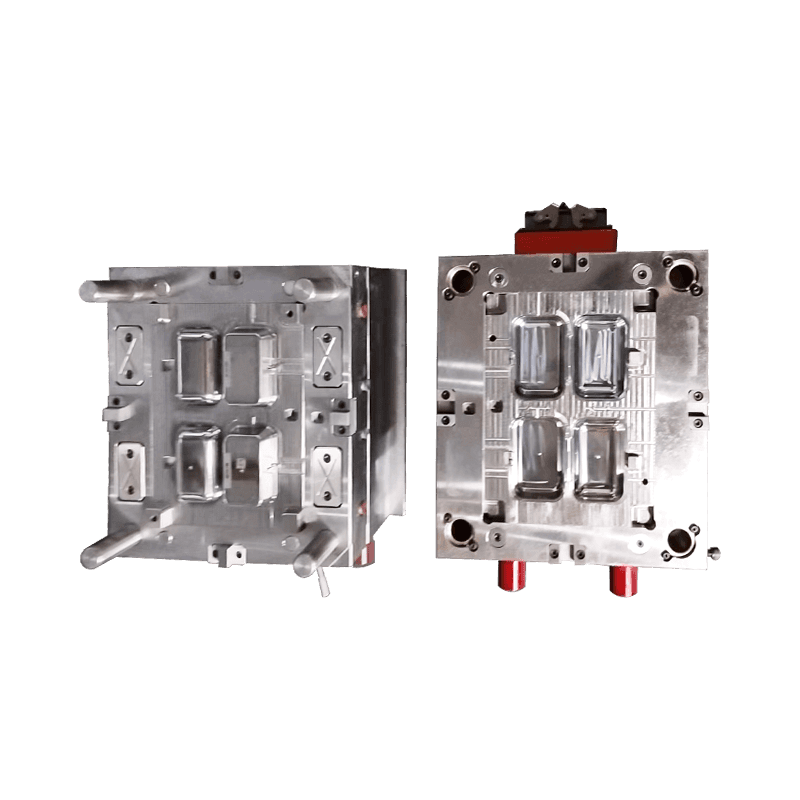
The soapbox mold is a key tool used to produce soap boxes. The shape and structure of the soap box a...
See Details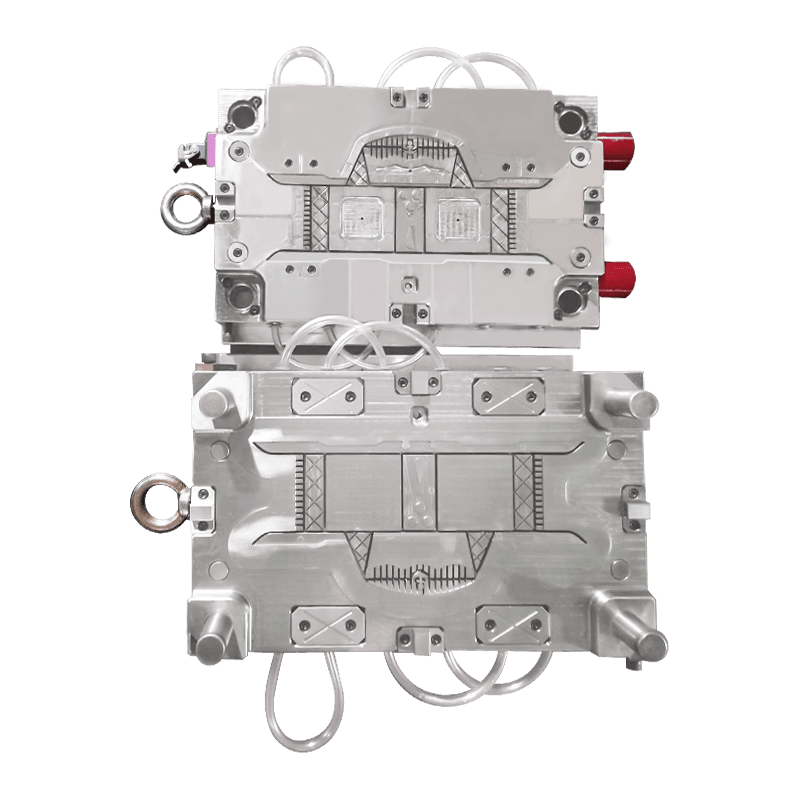
Types and Durability Design of Hanger Molds:Hanger molds come in various styles to cater to differen...
See Details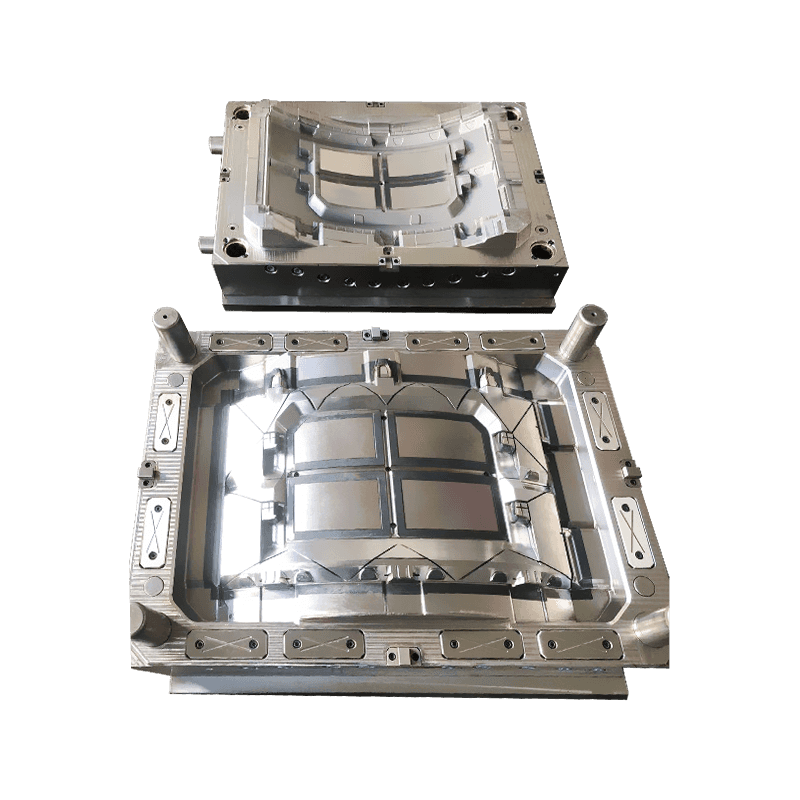
Seedling planting box molds play a crucial role in the cultivation of flowers, vegetables, and fruit...
See Details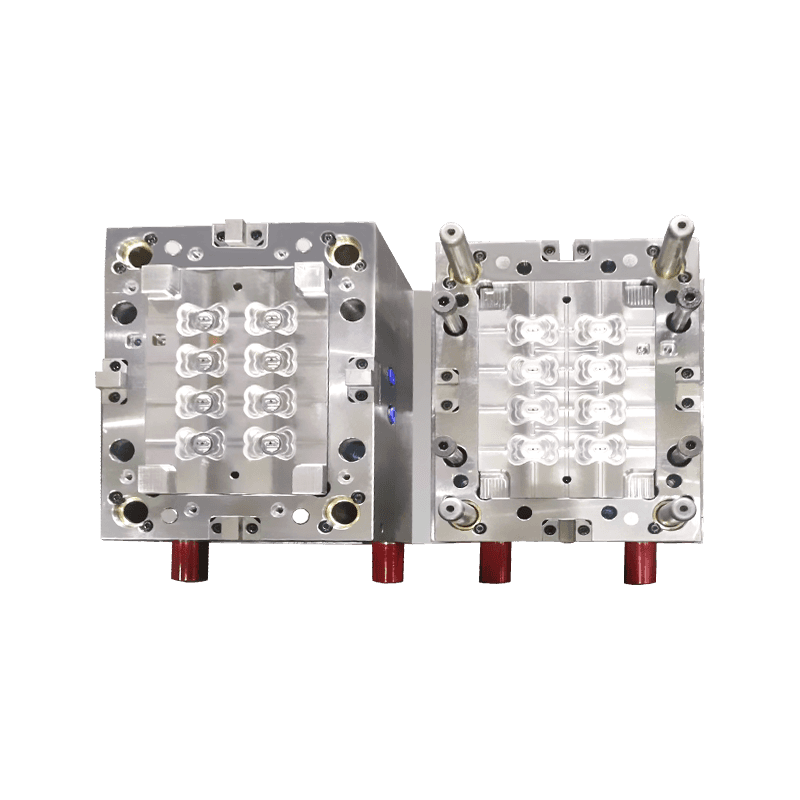
Pacifier molds are essential tools used in the manufacturing of pacifiers, also known as soothers or...
See Details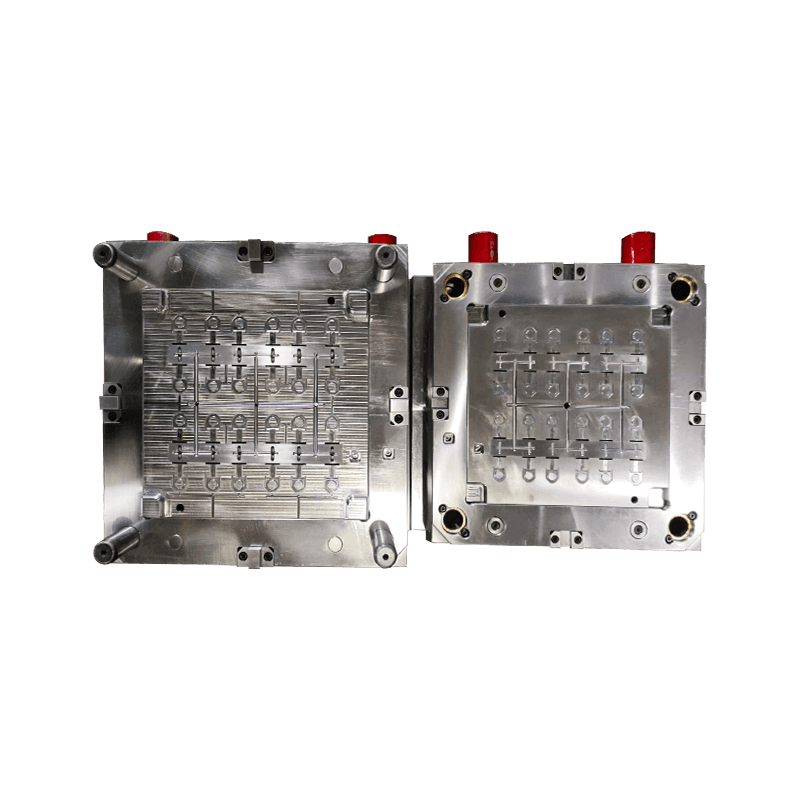
Tile spacer molds are essential tools used in the manufacturing of tile spacers, which are small, pl...
See Details+86-13616882963
We are committed to providing customers with high-quality, precision mold solutions.
Copyright © Taizhou Yiwei Mold Co., Ltd. All Rights Reserved.

Contact Us