 English
English 中文简体
中文简体 русский
русский
We are committed to providing customers with high-quality, precision mold solutions.
Toolbox Molds
Cat:Toolbox And Accessories Mold
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details
Types on the Market

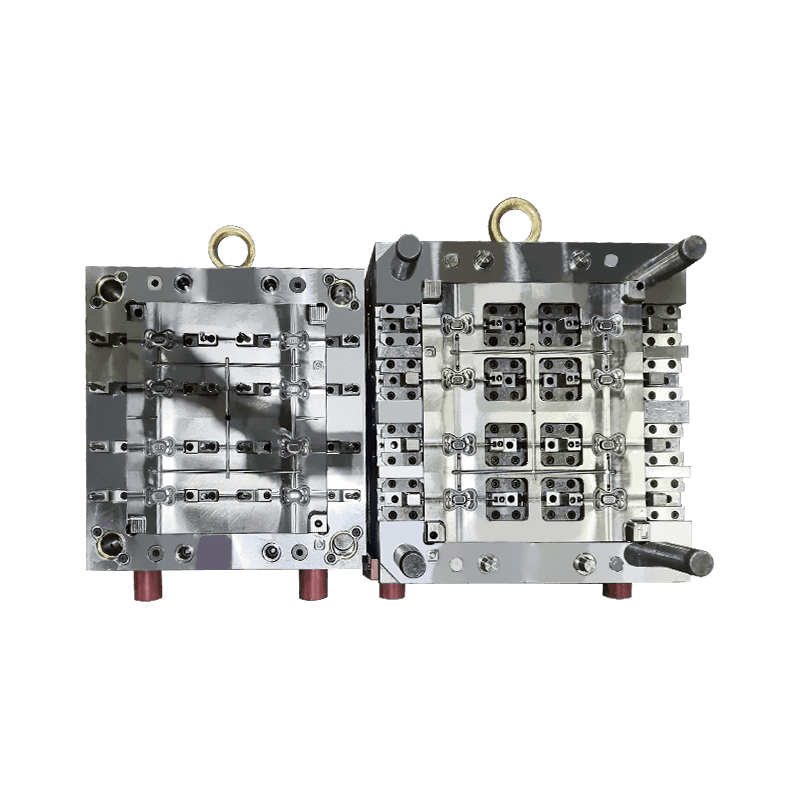
Injection Mold (Two-Plate Type): The most common configuration for solid plastic products. Mold separates at a single parting line. Cavities range from 1 to 32 per mold, depending on part size. A 1-liter container mold typically has 4 cavities and cycles every 15 to 25 seconds. Two-plate molds account for approximately 70 percent of daily necessities molds worldwide.
Injection Mold (Three-Plate Type) : The runner system separates from the part at a second parting line. This design allows automatic drop of the runner, eliminating manual removal. Three-plate molds are specified for parts requiring center gating, such as round lids and cups. Mold height is 30 to 40 percent greater than that of two-plate designs.
Blow Mold (Extrusion Blow Molding) : Used for hollow products, including bottles, jerry cans, and hollow handles. The mold consists of two halves that close around a molten plastic tube (parison). Compressed air (0.4 to 0.8 MPa) inflates the parison against the cavity walls. Blow molds for 2-liter bottle production have cycle times of 6 to 12 seconds.
Blow Mold (Injection Stretch Blow Molding – ISBM): A two-stage process: an injection mold produces a preform, then a blow mold expands the preform. This method produces carbonated beverage bottles and high-clarity containers. Preform molds have 8 to 48 cavities; blow molds have 2 to 12 cavities. ISBM molds maintain neck thread accuracy of ±0.05 mm.
Compression Mold: A heated upper and lower mold half compress the plastic melt directly. No runner system exists, eliminating waste. Compression molds are used for large-diameter items such as trash cans (50 to 120 liters), pallets, and bucket lids. Cycle times range from 40 to 90 seconds due to thicker wall sections (3 to 6 mm). Tool steel hardness is typically 50 to 54 HRC for wear resistance against glass-filled materials.
Cavity and Core Steel
The cavity surface directly contacts molten plastic at temperatures of 180°C to 260°C. Common steel grades include DIN 1.2738 (P20 + Ni) for medium-volume production (200,000 to 500,000 cycles). Composition: 0.38% carbon, 1.9% chromium, 0.4% molybdenum, 1.1% nickel. Hardness is 38-42 HRC in pre-hardened condition (no additional heat treatment required). Tensile strength is 1,000 MPa. For high-volume daily necessities molds exceeding 1 million cycles, DIN 1.2343 (H11) chromium steel is specified. Hardness after quenching and tempering is 48-52 HRC. Surface roughness of polished cavities for transparent parts (cups, containers) reaches Ra 0.02 to 0.05 microns. For textured parts (non-slip handles, decorative patterns), cavities are chemically etched or EDM-textured to Ra 1.0 to 3.0 microns.
Mold Base Materials
Mold base plates (clamping plates, support plates, ejector plates) are made from S50C carbon steel (equivalent to AISI 1050). Composition: 0.50-0.58% carbon, 0.60-0.90% manganese. Hardness is 180-220 HB. Guide pillars and bushings are made from SUJ2 bearing steel (AISI 52100) with hardness of 58-62 HRC. Guide pillar diameter ranges from 20 mm to 60 mm, depending on mold weight. For daily necessities molds weighing 200 to 800 kg, pillar diameter is 25 to 40 mm.
Cooling System Materials
Cooling channels are drilled directly into the cavity and core plates. For molds requiring faster heat removal, copper alloy inserts (CuZn39Pb3 or C38500) are used. Copper alloy has thermal conductivity of 110 W/m·K, compared to 24 W/m·K for steel. Conformal cooling channels produced by 3D printing (maraging steel 1.2709) are increasingly common for complex daily necessities such as curved handles or thin-walled cups. Conformal channels follow the part contour within 3 to 6 mm distance, reducing cooling time by 20 to 40 percent. Stainless steel 304 plugs and baffles direct coolant flow. O-rings sealing the cooling circuits are EPDM (ethylene propylene diene monomer) with temperature rating of -40°C to 150°C.
Ejection System Materials
Ejector pins are manufactured from SKD61 (H13) steel with nitrided surface to 65-70 HRC. Pin diameter ranges from 1.5 mm (for small items like pill boxes) to 12 mm (for large containers). For parts requiring no visible pin marks (cosmetic packaging, food containers), stripper plates (ejector rings) contact the part rim. Stripper plate material is 40Cr steel (AISI 5140) hardened to 45-50 HRC. Return springs are made from spring steel SUP10 (AISI 6150) with 300,000 to 500,000 cycle life. Spring compression length is limited to 40 percent of free length to avoid permanent set.
Wear Components
Slides (for parts with undercuts, such as handle holes or snap-fit hooks) are made from DIN 1.2767 (X45NiCrMo4) nickel steel. Hardness is 50-54 HRC. Slide angle typically is 15 to 25 degrees relative to the mold opening direction. Slide travel (distance moved during opening) is 10 to 30 mm. Wear plates are made from bronze (CuSn8) with graphite plugs, providing coefficient of friction of 0.10 to 0.15 against steel. Lubrication grooves machined into wear plates hold grease for up to 100,000 cycles.
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details
The handle of a toolbox is a critical component that directly impacts the overall functionality, usa...
See Details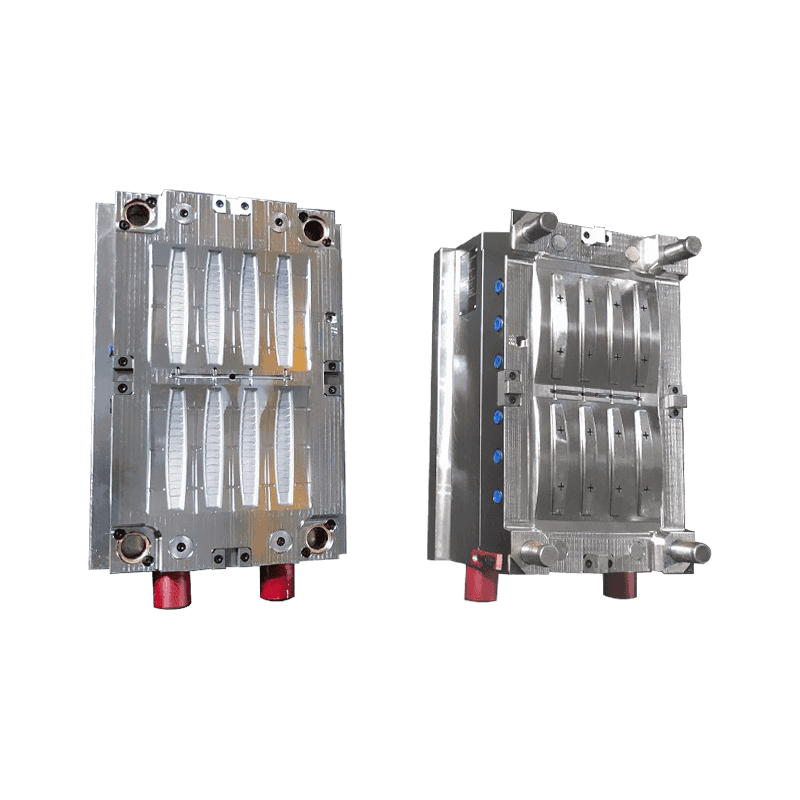
Toolbox handle trim molds play a crucial role in enhancing the functionality, aesthetics, and ergono...
See Details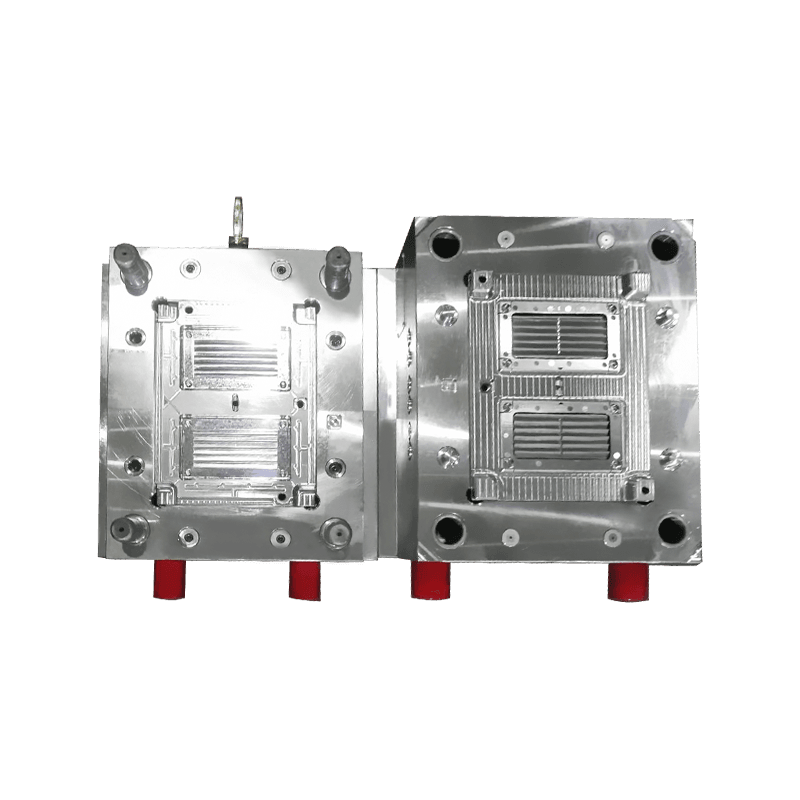
Ventilation grille molds are specialized molds used for manufacturing ventilation grilles. These mol...
See Details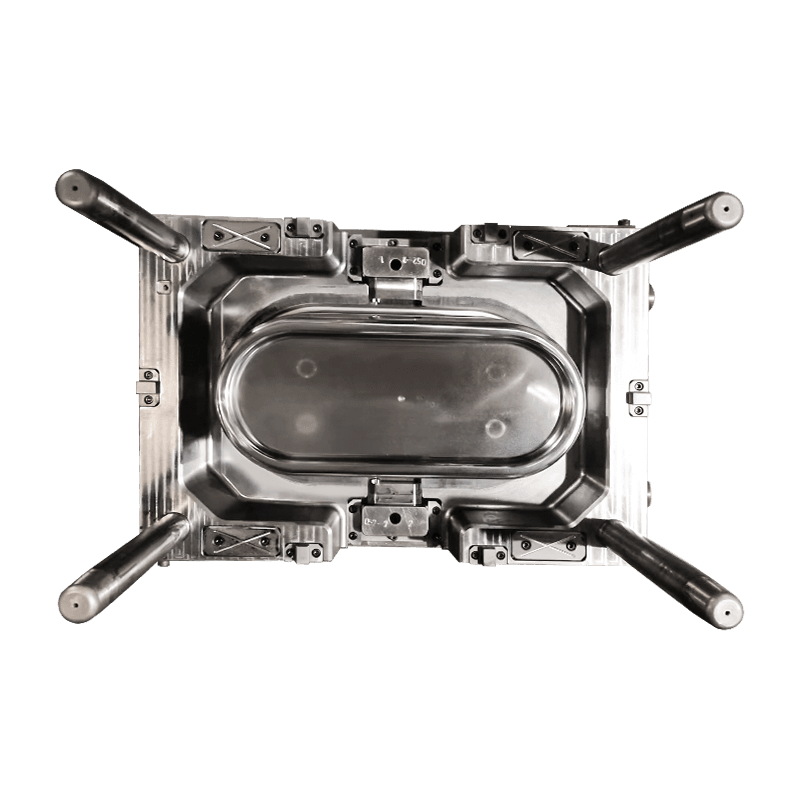
Basin molds are key tools used to produce basins or sinks, which can be of various types and sizes f...
See Details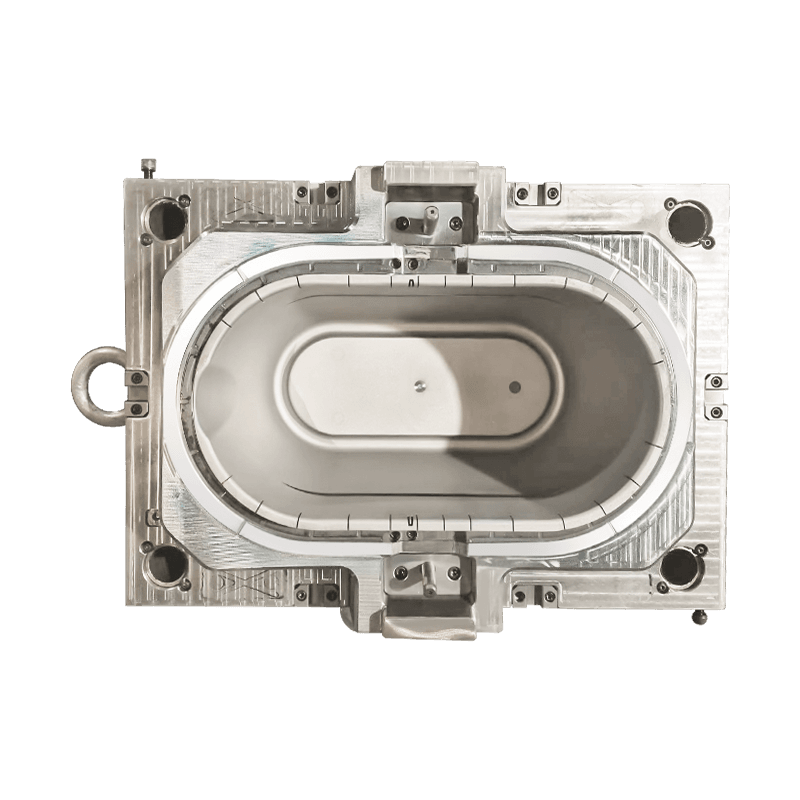
The manufacturing process of water bucket molds involves several distinctive features. From the pers...
See Details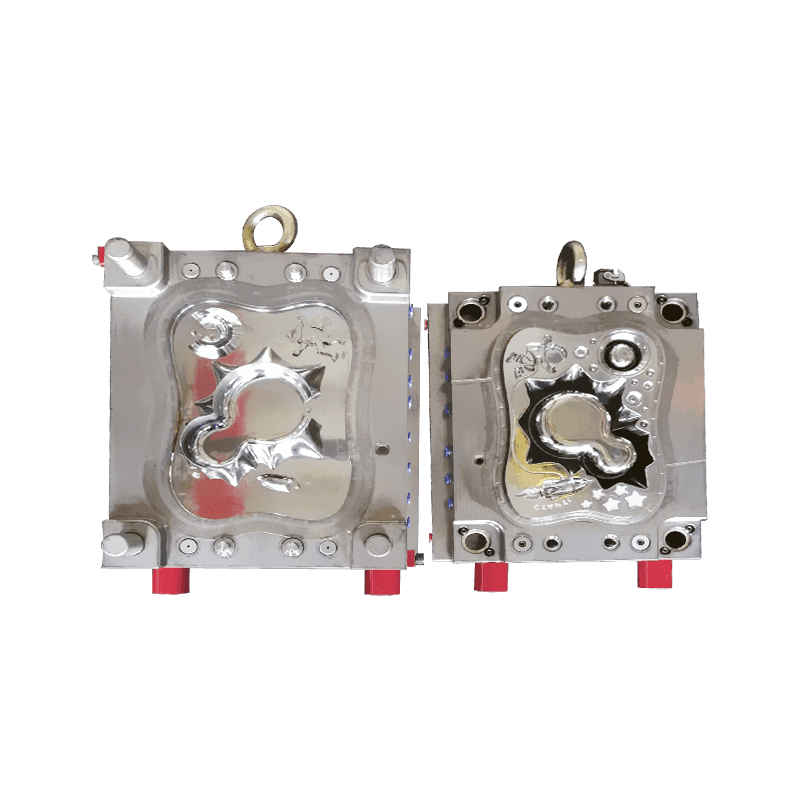
Customizing dinner plate molds to meet individual needs involves several key steps aimed at tailorin...
See Details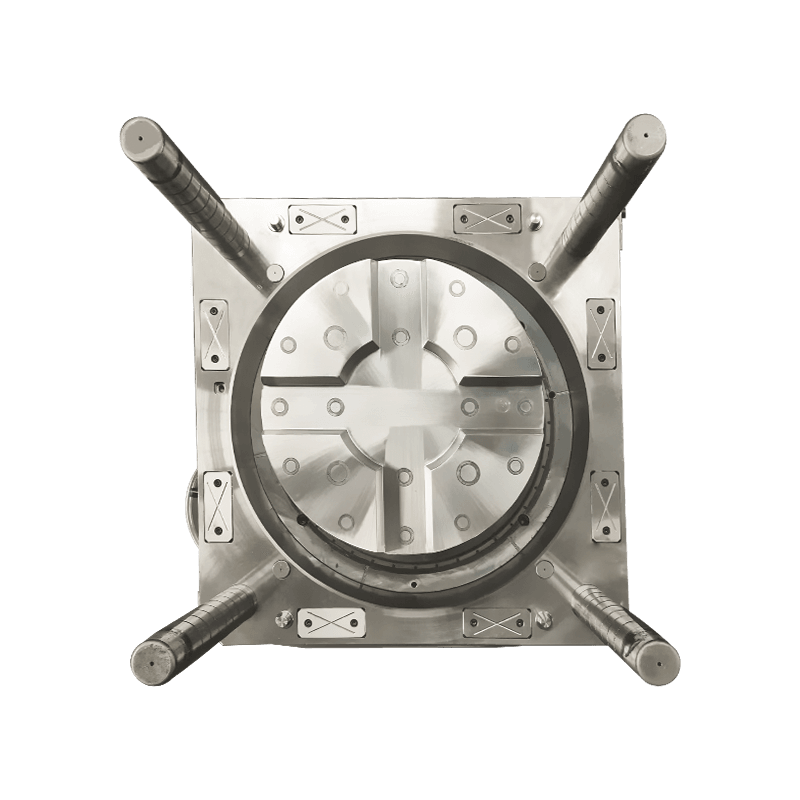
Flower pot molds are special molds used to manufacture flower pots of various shapes and styles. The...
See Details+86-13616882963
We are committed to providing customers with high-quality, precision mold solutions.
Copyright © Taizhou Yiwei Mold Co., Ltd. All Rights Reserved.

Contact Us