 English
English 中文简体
中文简体 русский
русский
We are committed to providing customers with high-quality, precision mold solutions.
Toolbox Molds
Cat:Toolbox And Accessories Mold
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details
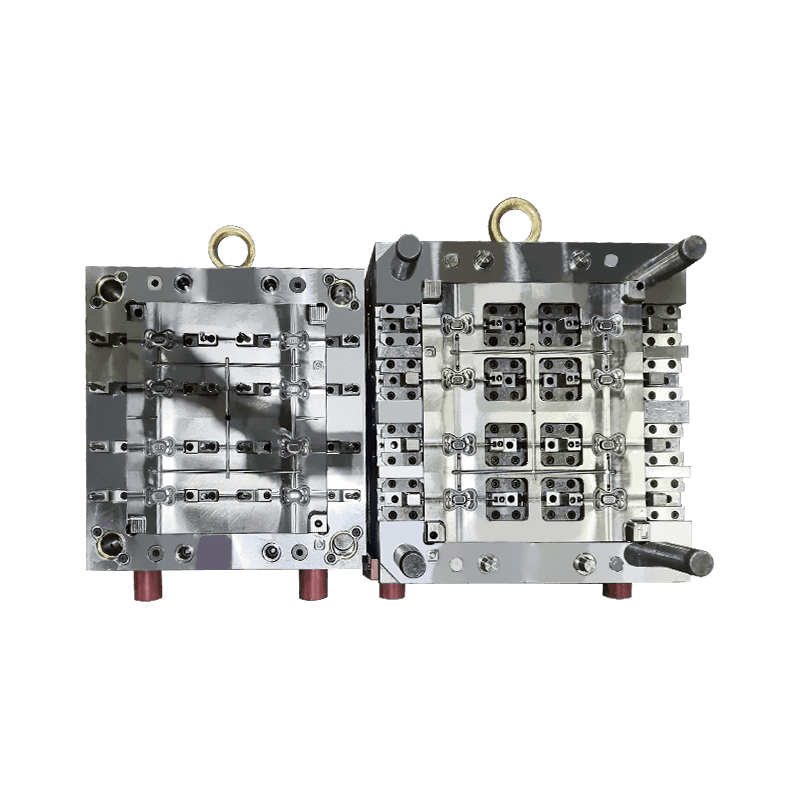
Rising demand for plumbing systems, irrigation networks, and industrial fluid transport has pushed Pipe Fittings Mould engineering into a more efficiency-driven direction. Production expectations are no longer limited to part accuracy alone—output speed, cost per piece, and dimensional repeatability now play a central role in mold architecture decisions. Among these changes, multi-cavity layouts are increasingly becoming a standard approach rather than an optional upgrade.

Pipe fittings such as elbows, tees, and couplings are high-volume components used across infrastructure projects. Market analysis shows elbow fittings alone account for nearly 30% of global demand due to their essential role in directional pipeline systems.
To meet this scale, manufacturers are moving away from single-output tooling toward multi-output designs that can produce several identical parts per injection cycle. This shift is not only about speed but also about stabilizing long-term production cost under continuous mass manufacturing conditions.
Key production motivations include:
Adding cavities does not automatically improve productivity unless melt distribution is controlled precisely. Molten PVC or PP must travel through runners and gates evenly to ensure identical filling conditions across all cavities.
Engineering concerns in multi-cavity pipe fitting molds include:
Recent injection molding studies highlight that imbalance in multi-cavity systems often requires runner redesign or process optimization rather than simple parameter adjustment.
To manage this, engineers frequently apply symmetrical runner layouts and balanced gate positioning to stabilize melt flow across all cavities.
Cooling performance becomes significantly more sensitive as cavity numbers increase. Pipe fittings usually contain thick-wall sections and curved geometries, which naturally cool at different rates.
Common multi-cavity cooling strategies include:
Uneven cooling can result in warpage, ovality deviation, or internal stress accumulation. These defects are especially critical in fittings that must maintain sealing performance under pressure.
Traditional cold runner systems are still widely used, but multi-cavity pipe fitting molds are increasingly integrating hot runner technology to improve material efficiency and cycle consistency.
Typical differences in application:
In high-volume production, hot runner systems help maintain consistent melt temperature across multiple cavities, reducing viscosity variation and improving dimensional uniformity.
Increasing cavity count significantly raises mechanical load on the mold base. During injection, pressure is distributed across a larger surface area, requiring stronger steel selection and reinforcement design.
Common engineering practices include:
Without structural reinforcement, cavity misalignment or flash defects may occur after long-term operation.
Multi-cavity Pipe Fittings Mould production requires extremely tight dimensional control to ensure all cavities behave identically under pressure and temperature.
Typical machining requirements include:
Even small deviations between cavities can cause inconsistent shrinkage rates, affecting final assembly compatibility in pipeline systems.
Modern mold development is increasingly supported by simulation tools that predict filling behavior before physical manufacturing begins. This helps identify imbalance zones and optimize runner design early in development.
Common validation methods include:
These tools reduce the need for repeated physical modifications, shortening development cycles and improving first-trial success rates.
The transition toward multi-cavity Pipe Fittings Mould systems reflects a broader shift in manufacturing philosophy—output efficiency and consistency now define competitiveness as much as geometric accuracy. As infrastructure demand continues to expand globally, tooling systems must support higher throughput without sacrificing dimensional stability.
Instead of treating cavity multiplication as a simple capacity increase, modern mold engineering approaches it as a full-system redesign involving flow control, thermal balance, and structural reinforcement working together as a unified production mechanism.
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details
Toolbox storage box lid molds are essential components in the manufacturing process of toolboxes and...
See Details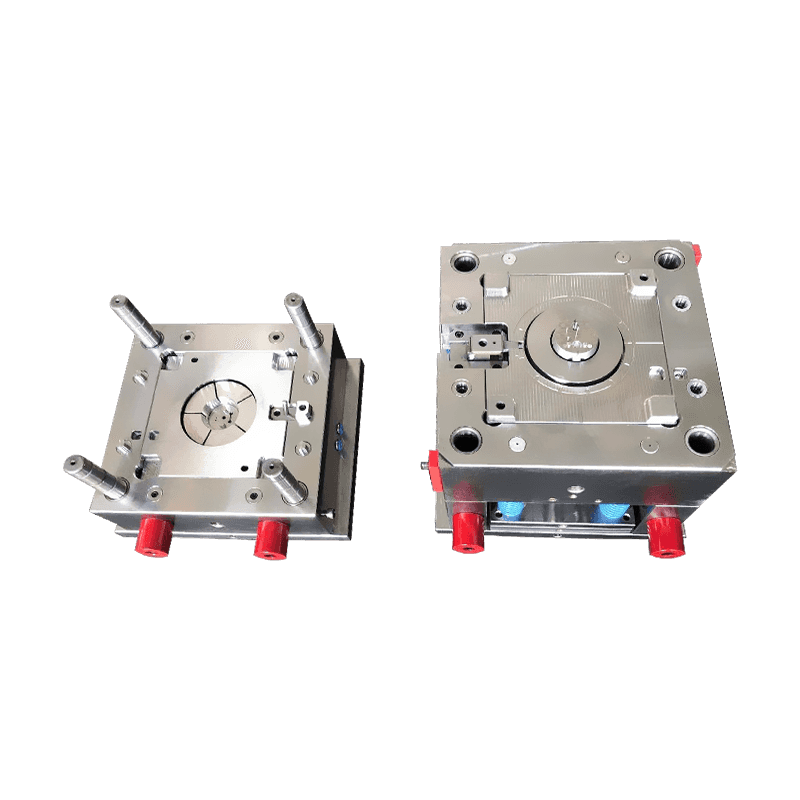
The duct exhaust fan shell mold is a special mold used to produce the duct exhaust fan shell. It use...
See Details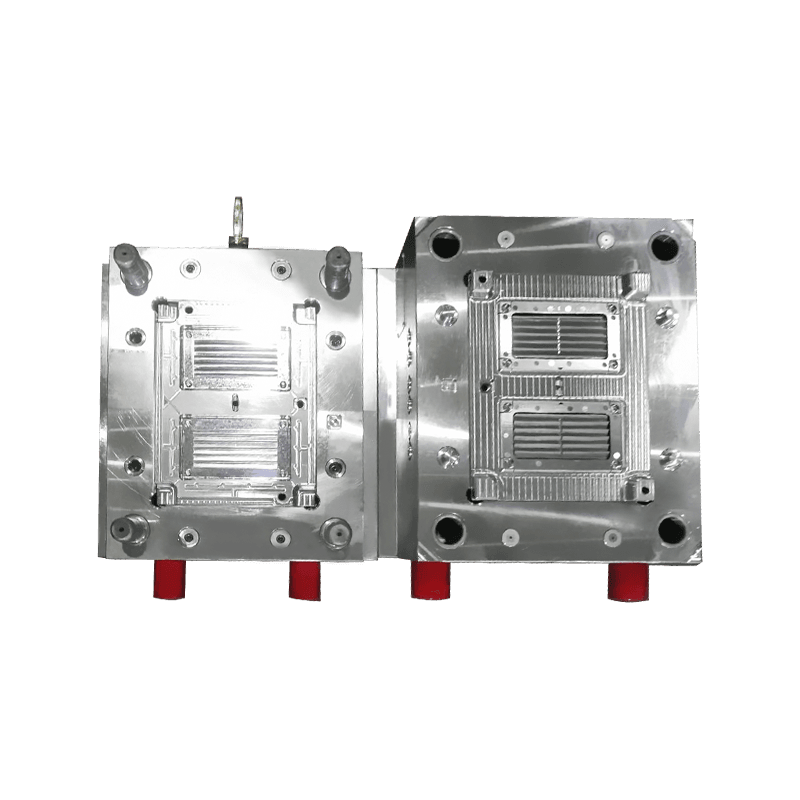
Ventilation grille molds are specialized molds used for manufacturing ventilation grilles. These mol...
See Details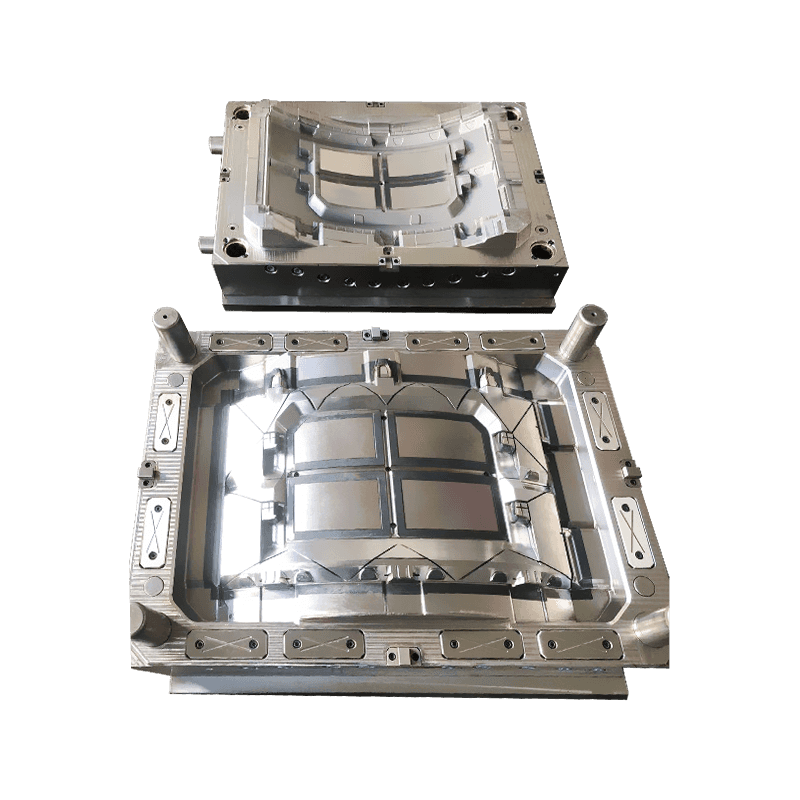
Seedling planting box molds play a crucial role in the cultivation of flowers, vegetables, and fruit...
See Details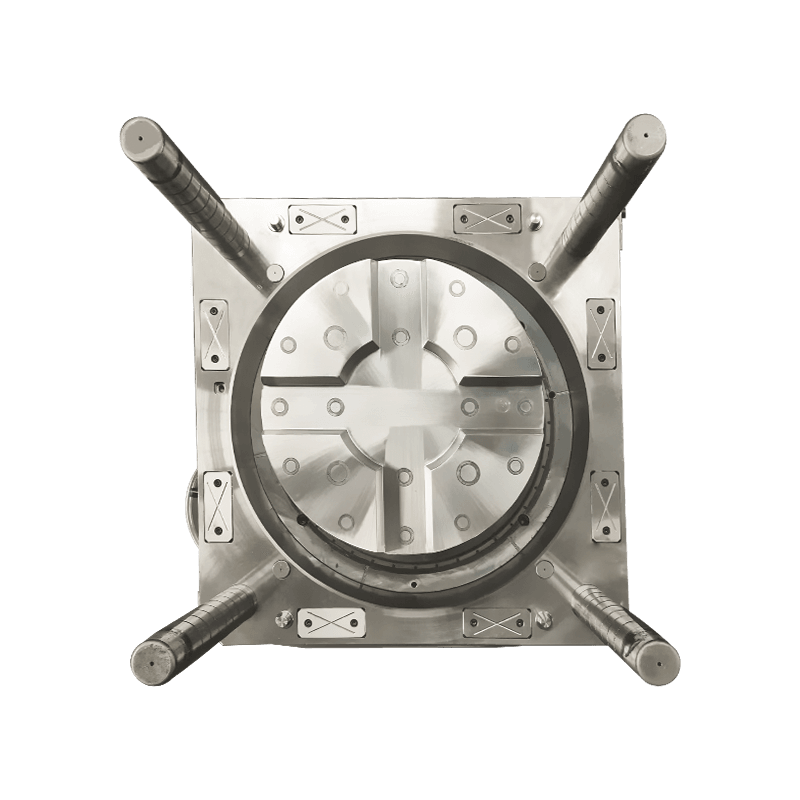
Flower pot molds are special molds used to manufacture flower pots of various shapes and styles. The...
See Details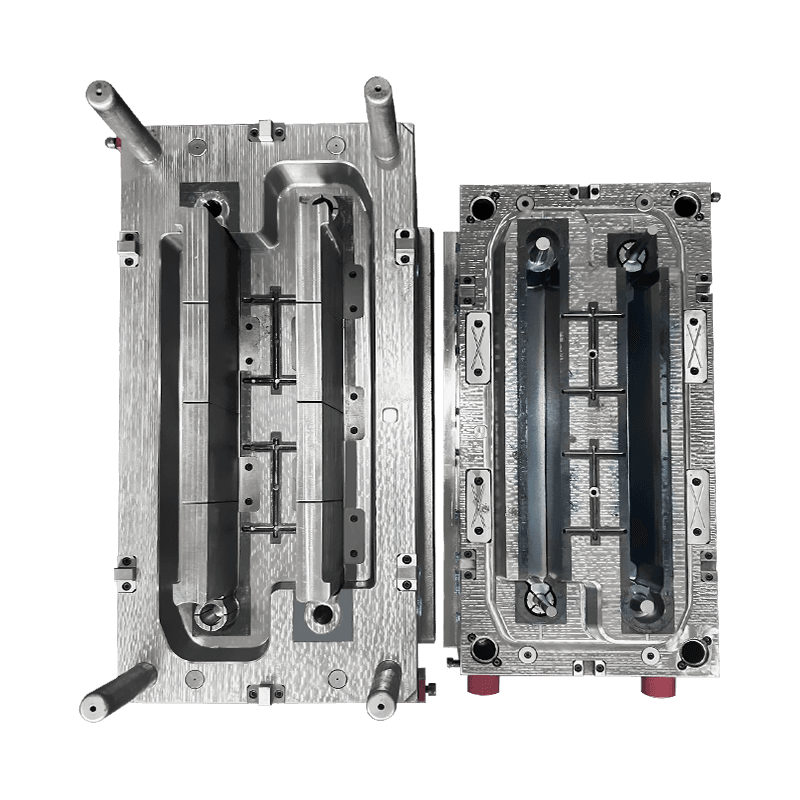
Garden fence mold products are special molds used to manufacture garden fences of various shapes and...
See Details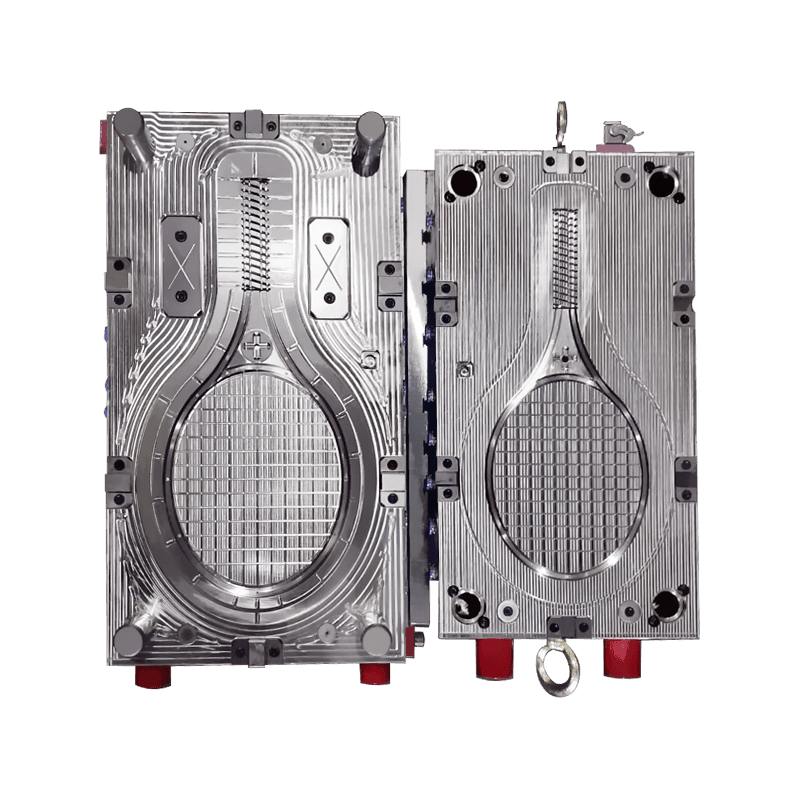
Toy racket mold is a key tool specially used to manufacture toy rackets. These molds precisely shape...
See Details+86-13616882963
We are committed to providing customers with high-quality, precision mold solutions.
Copyright © Taizhou Yiwei Mold Co., Ltd. All Rights Reserved.

Contact Us