Design Requirements and Material Selection for Medical Injection Molds
Cleanroom production and surface finish standards.
Medical injection molds operate within cleanroom environments rated ISO Class 7 or Class 8 (equivalent to Federal Standard 209E Class 10,000). The mold itself must be manufactured from corrosion-resistant materials because exposure to cleaning agents and sterilization processes is routine. Cavity surfaces require finishes of SPI A-1 (0.012–0.025 µm Ra) or A-2 (0.025–0.05 µm Ra) for most medical components—syringe barrels, IV connector hubs, and surgical instrument handles. For implantable devices (e.g., spinal cages or hip trial components), surface finishes reach 0.05–0.10 µm Ra with no parting line mismatch exceeding 0.02 mm. The mold must have no undercuts or recesses that trap biological material during cleaning. A medical mold for a blood collection tube holder, for example, maintains a surface finish of 0.05 µm Ra on all fluid-contact surfaces. Verification uses a contact profilometer measuring 3–5 locations per cavity.
Material compatibility with validated cleaning cycles.
Mold materials for medical applications must withstand repeated exposure to sterilization methods. For molds used in ISO Class 7 cleanrooms, daily cleaning with 70% isopropyl alcohol or 10% bleach solution is typical. Tool steel such as 420 stainless steel (hardness 50–54 HRC) resists corrosion from these agents better than P20 or H1. For molds used with ethylene oxide (EtO) sterilization—a common method for heat-sensitive plastic components—the mold must tolerate cycle temperatures of 50–60°C and humidities of 40–80% for 12–24 hours. Under these conditions, 420 stainless steel shows surface oxidation below 0.01 mm depth after 100 cycles, while P20 shows 0.03–0.05 mm oxidation. For gamma radiation sterilization (25–50 kGy dose), mold materials experience no dimensional change but some polymer-based mold components (e.g., slides with polymer bearings) degrade; metal components are unaffected. For maximum corrosion resistance, some medical molds use precipitation-hardening stainless steel (17-4 PH, 40–45 HRC) or nickel-cobalt alloys.
Validation documentation and traceability requirements.
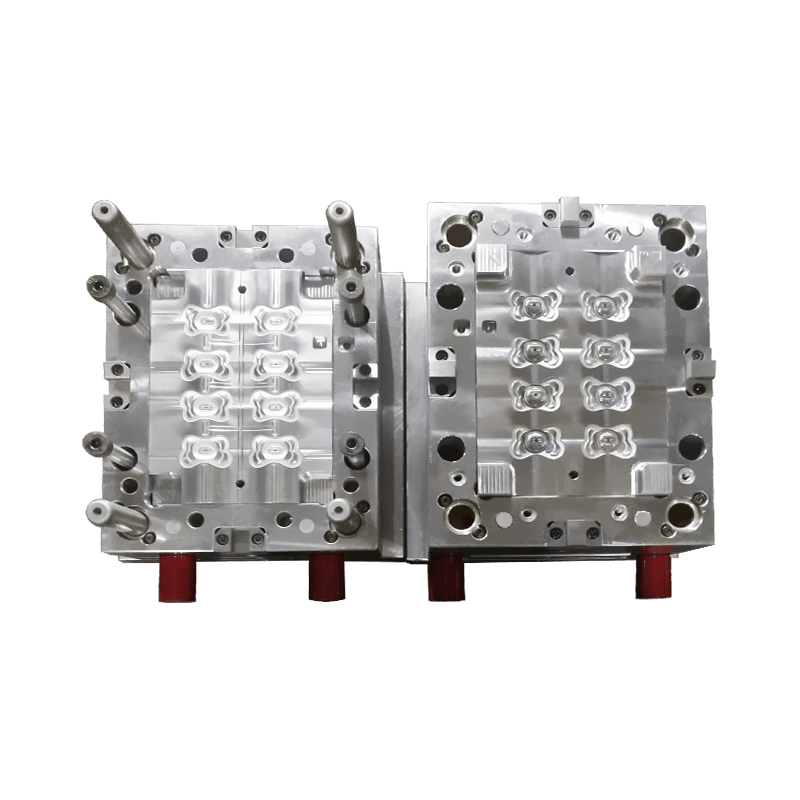
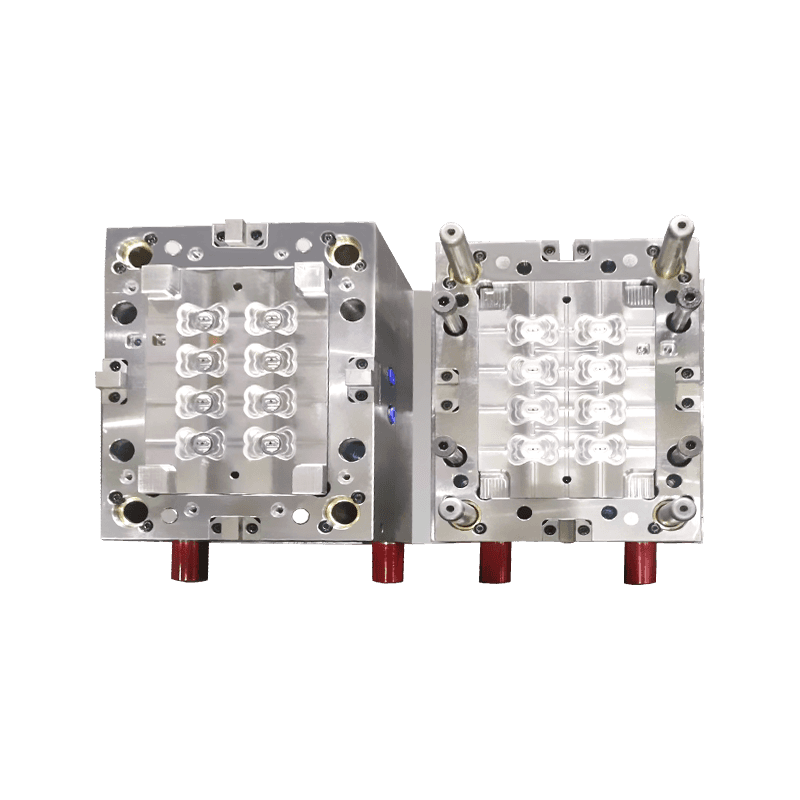
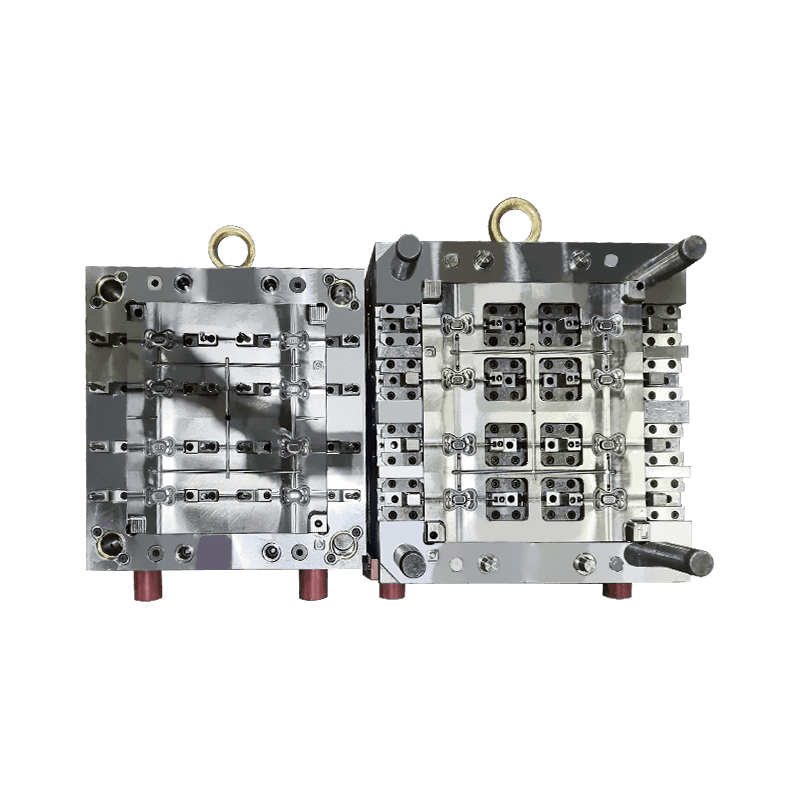
Medical injection molds require qualification documentation under quality management systems such as ISO 13485 and FDA 21 CFR Part 820. The mold manufacturer must provide an installation qualification (IQ) report verifying mold dimensions against the design specification, an operational qualification (OQ) report documenting shot-to-shot consistency (typically 30 consecutive shots meeting tolerance), and a performance qualification (PQ) report covering longer runs (300–1,000 shots) to confirm process stability. For a multi-cavity medical mold (e.g., 16-cavity for syringe plungers), IQ includes measuring each cavity’s critical dimensions (e.g., plunger outer diameter tolerance ±0.02 mm) using a coordinate measuring machine (CMM). OQ requires sampling one part from each cavity every 10 shots for 30 shots, with all measurements within tolerance. Any cavity exceeding the tolerance requires investigation and requalification. Documentation retention is typically 5–10 years after the last production batch, depending on regulatory requirements in the target market.
Regional Regulatory Differences in Medical Injection Molding
European Union MDR compliance and mold material restrictions.
The EU Medical Device Regulation (MDR) 2017/745 replaced previous directives with more stringent requirements. For injection molds, the key difference from US FDA is the emphasis on biocompatibility of mold-release agents and mold materials that contact the plastic melt. Under MDR, the mold manufacturer must provide a declaration that no substances of very high concern (SVHC) from the REACH regulation are present in mold surfaces that contact the polymer. This applies to nickel release from nickel-alloy mold components—nickel is restricted to 0.5 µg/cm²/week in prolonged skin-contact devices. For a mold used to produce a face mask frame (Class I, contact with facial skin), the cavity material must have documented nickel release below this limit. For molds requiring chrome plating (typically 0.005–0.010 mm thickness), the chrome must be hexavalent-free because hexavalent chromium is a restricted substance. EU Notified Bodies also require that molds for Class IIb and Class III devices be manufactured in facilities with ISO 13485 certification; as of 2024, approximately 65–70% of medical mold manufacturers in China have obtained this certification, compared to 85–90% in Germany and 75–80% in the United States.
Asian manufacturing hubs and quality trend.
China, India, and Southeast Asian countries (Thailand, Vietnam, Malaysia) have increased medical injection mold production. China produces an estimated 35–40% of global medical injection molds by value, according to industry association data from 202The Suzhou and Shenzhen regions host clusters of mold makers serving multinational medical device companies (Medtronic, Abbott, Boston Scientific). For export to the US and EU, these molds must meet FDA and MDR requirements. Chinese mold makers have invested in cleanroom manufacturing; the proportion of medical molds produced in ISO Class 7 or better facilities increased from 20% in 2015 to 55–60% in 202Surface finish capability has improved: SPI A-2 finishes are now standard for Class II medical molds, compared to predominantly B-1 finishes a decade ago. Validation documentation quality remains variable; in 2022–2023 audits of Chinese medical mold suppliers, 15–20% received findings for incomplete IQ/OQ/PQ documentation, compared to 5–8% for German suppliers. India’s medical injection mold production has grown at 12–15% annually since 2018, concentrated in Pune and Bengaluru. Indian molds for Class I and II devices cost 20–30% less than US-made equivalents, but lead times are longer (12–16 weeks vs. 8–12 weeks for US suppliers). Thailand and Vietnam produce primarily Class I medical molds (specimen containers, urine cups) for Japanese and European clients, with lower documentation requirements.
 English
English 中文简体
中文简体 русский
русский


Contact Us