Demand for higher precision injection molded parts has pushed Ventilation Mold Manufacturer capabilities into a more technical direction. One of the recurring challenges in tooling production is not visible on drawings: trapped gas inside cavities that later turns into burn marks, short shots, or weak weld lines. These defects often originate from insufficient venting design rather than processing errors, making mold engineering a critical factor in final product quality.
Air movement behavior inside sealed cavities
During injection molding cycles, molten resin displaces trapped air inside the cavity. That air requires controlled escape routes. Without proper venting pathways, pressure and temperature rise rapidly in localized zones, creating defects such as scorching or incomplete filling .
Typical consequences include:
- Burn marks at end-of-fill regions
- Incomplete part formation in thin sections
- Visible weld lines across structural ribs
- Surface dulling or flow streaks
Air pockets tend to form in the last filling areas, especially in narrow ribs or deep pockets. Once compression starts, internal gas temperature can rise sharply and affect polymer stability.

Why air traps remain difficult to eliminate
Air trap behavior is not random. It is driven by flow imbalance, geometry constraints, and resin characteristics. Even well-balanced runner systems may still produce localized gas pockets due to cavity complexity.
Common triggering factors include:
- Uneven flow paths inside multi-feature parts
- Sudden thickness transitions in geometry
- High-viscosity materials slowing air displacement
- Flow fronts merging without escape channels
Research in injection molding analysis highlights that inadequate venting remains a direct cause of trapped air defects in last-fill zones .
Vent design parameters used in manufacturing practice
Ventilation-focused mold design relies on precise dimensional control rather than open gaps. Engineering standards typically define vent geometry within tight limits to avoid flash while allowing gas release.
Common parameters used in production molds:
- Vent depth: approximately 0.02–0.05 mm for thermoplastics
- Vent land length: short flat sealing area before relief channel
- Relief channel depth: significantly larger than vent land
- Vent spacing: positioned near end-of-fill zones and ribs
Too shallow design blocks gas flow, while excessive depth introduces flash defects. Balance between sealing pressure and gas evacuation becomes a key engineering constraint.
Hidden venting solutions inside mold structures
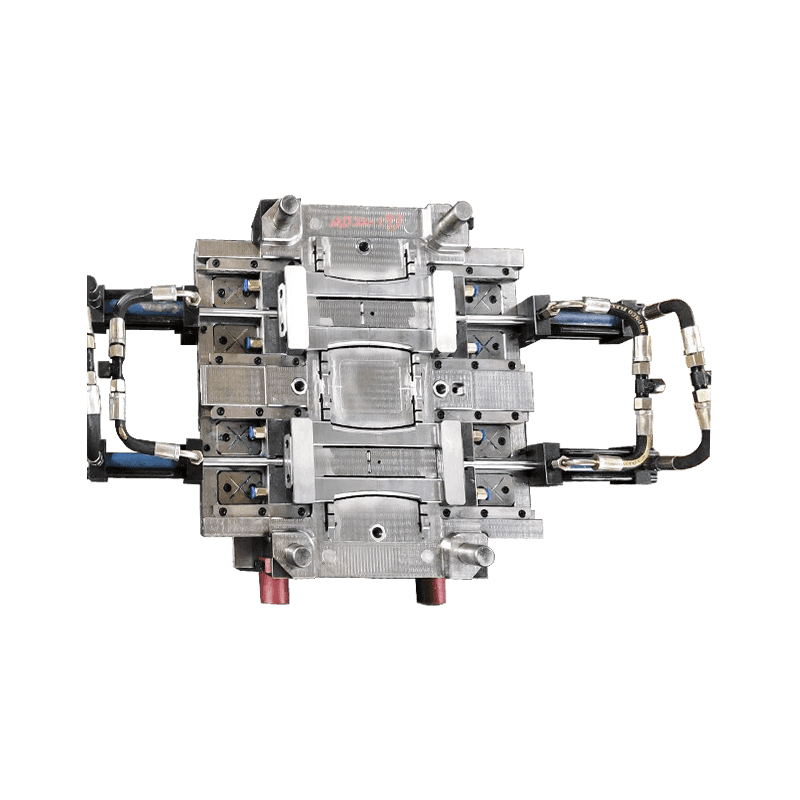
Modern mold engineering integrates venting systems beyond traditional parting line slots. Ventilation Mold Manufacturer techniques now include multi-layer gas evacuation strategies.
Common solutions include:
- Ejector pin clearance venting for deep cavity zones
- Porous steel inserts for high gas concentration areas
- Micro vent grooves at rib intersections
- Vacuum-assisted venting channels in complex molds
Ejector-based venting is widely applied where no direct parting line access exists. The clearance between pin and guide hole allows controlled gas release without affecting surface appearance.
Material behavior influencing vent performance
Different polymers react differently to trapped gas conditions. High-temperature engineering plastics tend to generate higher internal pressure during filling, increasing vent demand.
Key material-related considerations:
- High-viscosity polymers require wider vent distribution
- Moisture-sensitive resins release vapor during heating
- Filled materials increase flow resistance and air entrapment risk
Gas formation may also originate from resin decomposition or residual moisture evaporation during injection cycles .
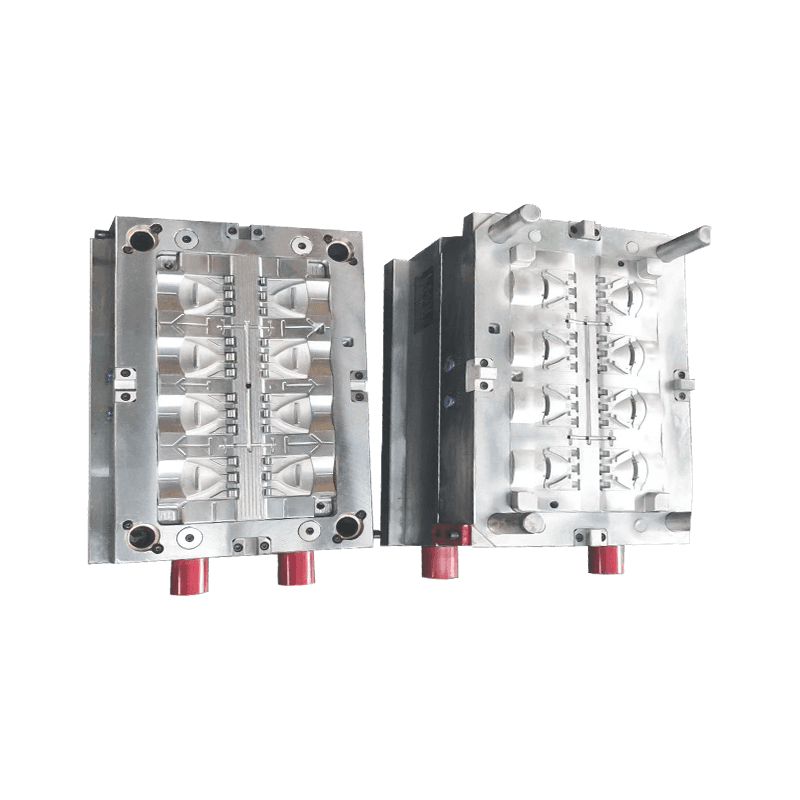
Manufacturing precision and vent consistency control
Vent stability depends heavily on machining accuracy. Even small deviations in vent depth can shift a tool from stable production into defect-prone operation.
Manufacturing control measures include:
- CNC finishing for consistent vent land thickness
- EDM refinement for micro-scale vent channels
- Steel-safe machining strategy allowing gradual adjustment
- Polishing control to maintain controlled airflow resistance
Vent areas are often adjusted iteratively during trial molding. Slight deepening or extension of relief channels is common until defect-free filling is achieved.
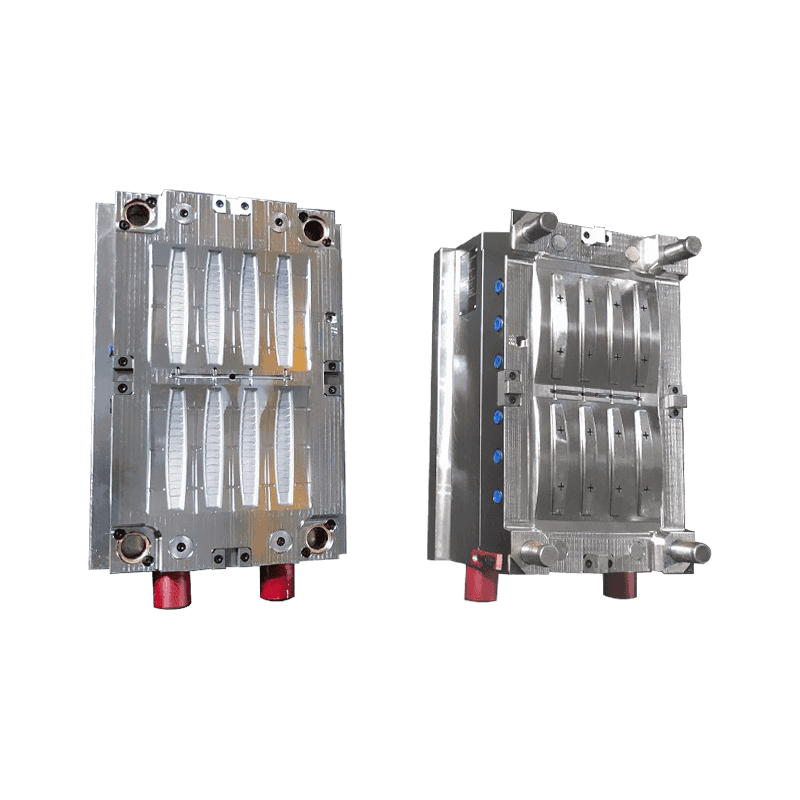
Diagnostic approach used in modern mold development
Identifying air trap positions is often supported by simulation and trial observation. Flow analysis tools highlight last-fill regions where gas is likely to accumulate.
Practical diagnostic steps include:
- Short-shot testing to visualize flow front progression
- Thermal pattern observation for burn mark mapping
- Flow simulation to identify trapped air zones
- Gate adjustment to rebalance filling behavior
This approach reduces reliance on trial-and-error modifications and improves mold validation efficiency.
 English
English 中文简体
中文简体 русский
русский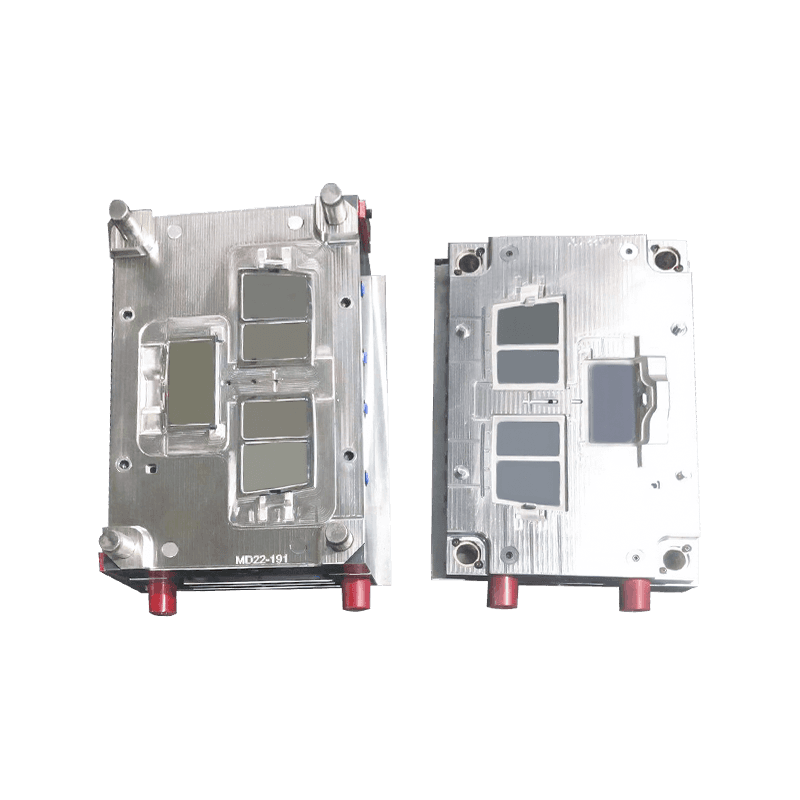


Contact Us