 English
English 中文简体
中文简体 русский
русский
We are committed to providing customers with high-quality, precision mold solutions.
Toolbox Molds
Cat:Toolbox And Accessories Mold
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details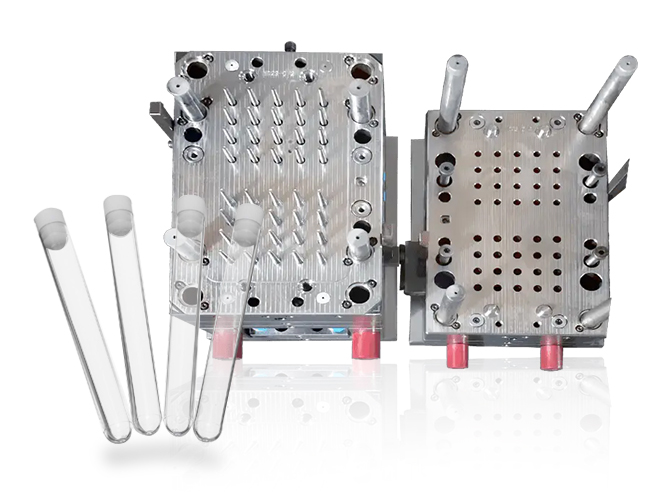
Medical injection molding is a specialized field within the broader plastic injection molding industry, dedicated to producing precision components used in healthcare applications. These components must meet rigorous quality, safety, and hygiene standards due to their critical function in patient care, diagnostic systems, and pharmaceutical delivery. Central to this process is the injection mold—the tool that shapes the plastic into final products. Various types of medical injection molds are designed based on product complexity, production volume, material specifications, and regulatory requirements.
1. Single-Cavity Molds
Single-cavity molds are designed to produce one part per cycle. They are widely used for prototyping, low-volume production, or parts requiring extremely high precision.
Characteristics:
Simpler design compared to multi-cavity molds.
Easier to manage and maintain, reducing operational complexity.
Ideal for components that require individual validation or are produced in smaller quantities.
Applications:
Prototype surgical instruments.
Trial batches of drug delivery devices.
Custom medical parts with limited usage.
Considerations:
While single-cavity molds offer precise control, they are not cost-effective for large-scale production due to lower output per cycle.
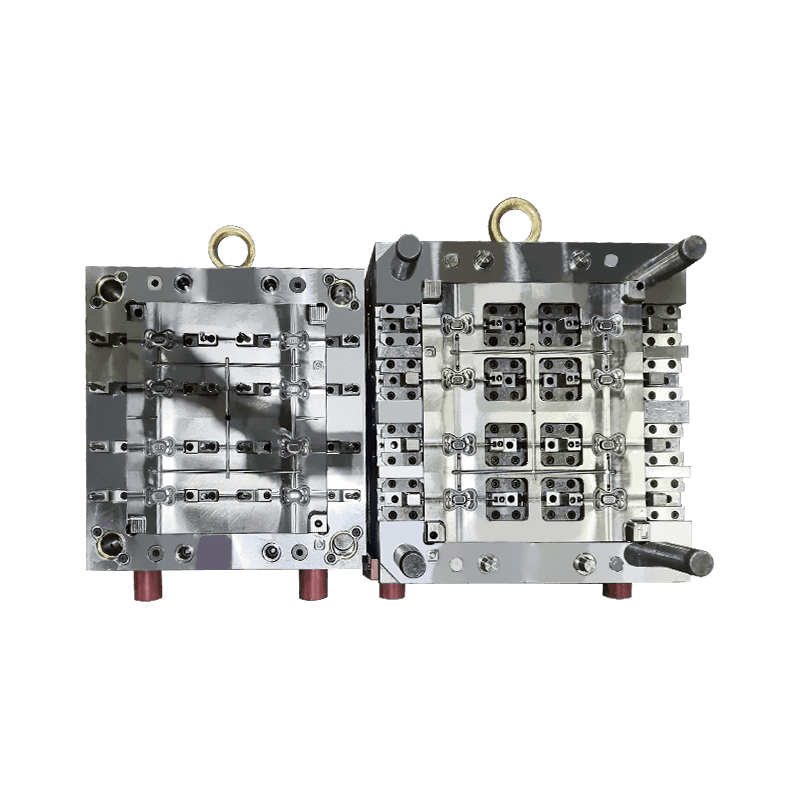
2. Multi-Cavity Molds
Multi-cavity molds contain multiple identical cavities within the same mold base, allowing the production of several parts in each molding cycle.
Characteristics:
Increases output efficiency and reduces cost per part.
Suitable for high-volume production of uniform medical components.
More complex to design and balance to ensure equal material distribution.
Applications:
Syringe bodies and plungers.
Disposable scalpel handles.
Diagnostic test casings.
Considerations:
Mold balancing and proper gating design are critical to ensure consistent part quality across all cavities. They also require higher initial investment compared to single-cavity molds.
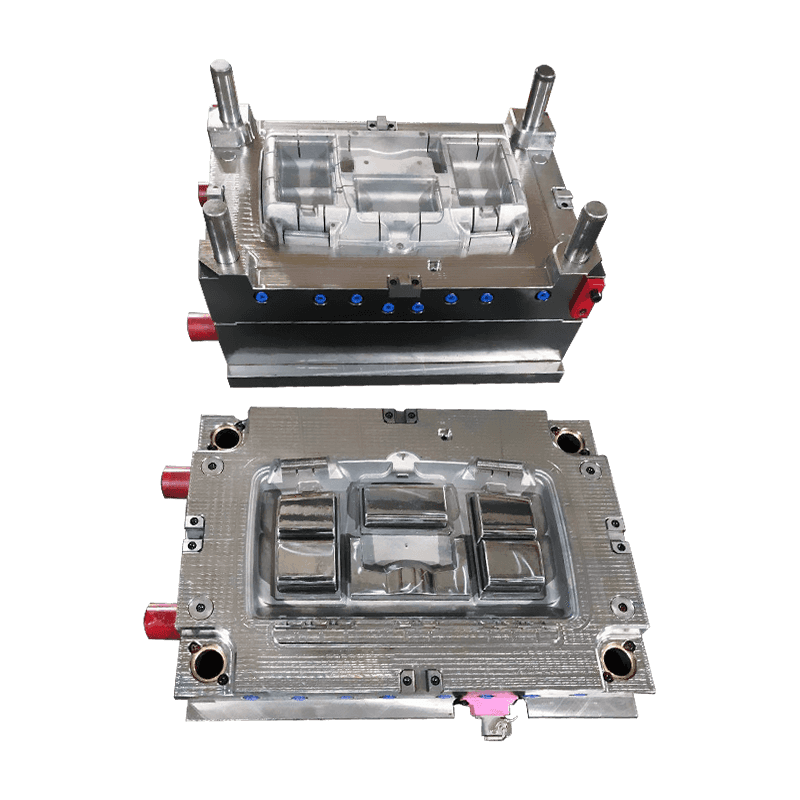
3. Family Molds
Family molds are designed to produce different parts of the same assembly within a single mold cycle. Each cavity in the mold produces a different component.
Characteristics:
Cost-effective for producing matching sets of components.
Reduces machine setup time and increases process efficiency.
Requires careful design to accommodate varying part sizes and volumes.
Applications:
Syringe barrels and plungers produced in the same mold.
Inhaler components.
Multi-piece medical kits.
Considerations:
Due to different shapes and sizes of parts, cooling times and shrinkage rates must be carefully managed. Imbalanced flow can affect product consistency.
4. Hot Runner Molds
Hot runner molds use a heated system to keep the plastic in a molten state inside the runner system, eliminating the need for a sprue or cold runners.
Characteristics:
Reduces material waste and eliminates sprue trimming.
Enhances cycle time and production efficiency.
Higher upfront cost due to the complexity of the hot runner system.
Applications:
High-volume disposable items like pipette tips or test tube caps.
Components made from high-cost medical-grade resins.
Considerations:
Requires precise temperature control and system maintenance to avoid material degradation. However, the long-term efficiency often offsets the initial cost.
5. Cold Runner Molds
Cold runner molds are simpler in design and use unheated channels to deliver molten plastic to the mold cavities.
Characteristics:
Lower initial tooling cost.
Easy to operate and maintain.
Generates runner scrap that must be trimmed and often recycled or discarded.
Applications:
Low- to medium-volume production.
Less complex medical components.
Considerations:
While more cost-effective initially, cold runner molds may be less efficient for high-volume operations due to additional post-processing and material waste.
6. Insert Molds
Insert molds are used when a non-plastic part, such as a metal or ceramic component, needs to be embedded within the molded plastic component.
Characteristics:
Combines different materials into a single molded part.
Enhances structural or functional performance.
Reduces the need for secondary assembly operations.
Applications:
Catheter hubs with embedded metal tubes.
Medical connectors with electrical contacts.
Customized surgical tool handles.
Considerations:
Insert molding requires precise alignment and handling of inserts. Automation may be implemented for higher efficiency and consistency.
7. Micro Injection Molds
Micro injection molds are used to manufacture extremely small and precise components, often weighing less than a gram.
Characteristics:
High-precision tooling required to maintain tight tolerances.
Specialized machines and environmental controls often needed.
Suitable for intricate geometries and small volume cavities.
Applications:
Microneedles for drug delivery.
Tiny gears for diagnostic devices.
Miniature surgical components.
Considerations:
Tooling and processing are more expensive due to the fine tolerances and sensitive materials involved. However, these molds are essential for miniaturized medical technologies.
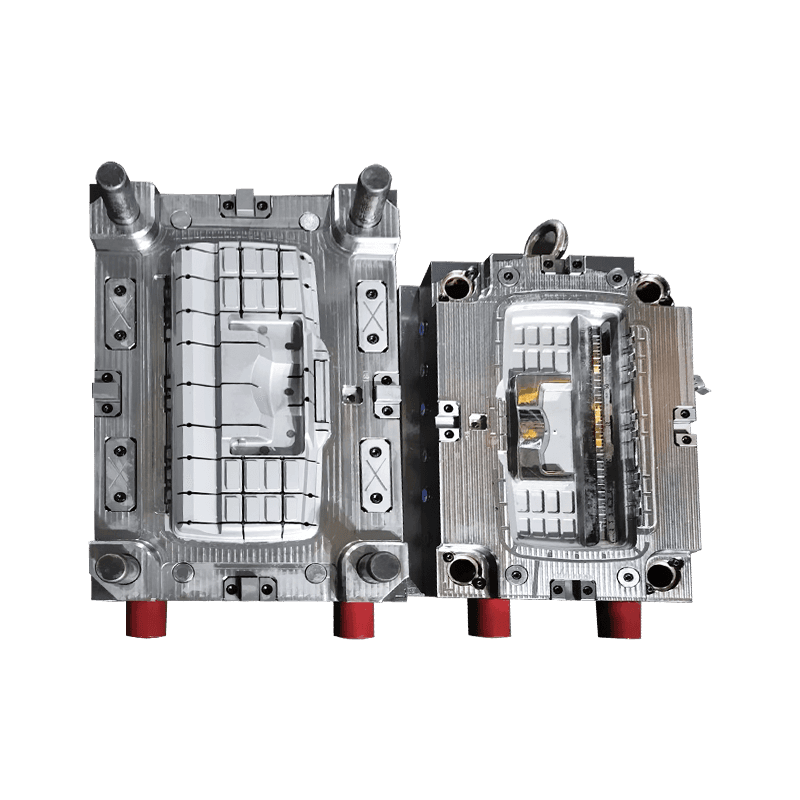
Toolbox molds encompass a variety of types designed to produce different styles and sizes of toolbox...
See Details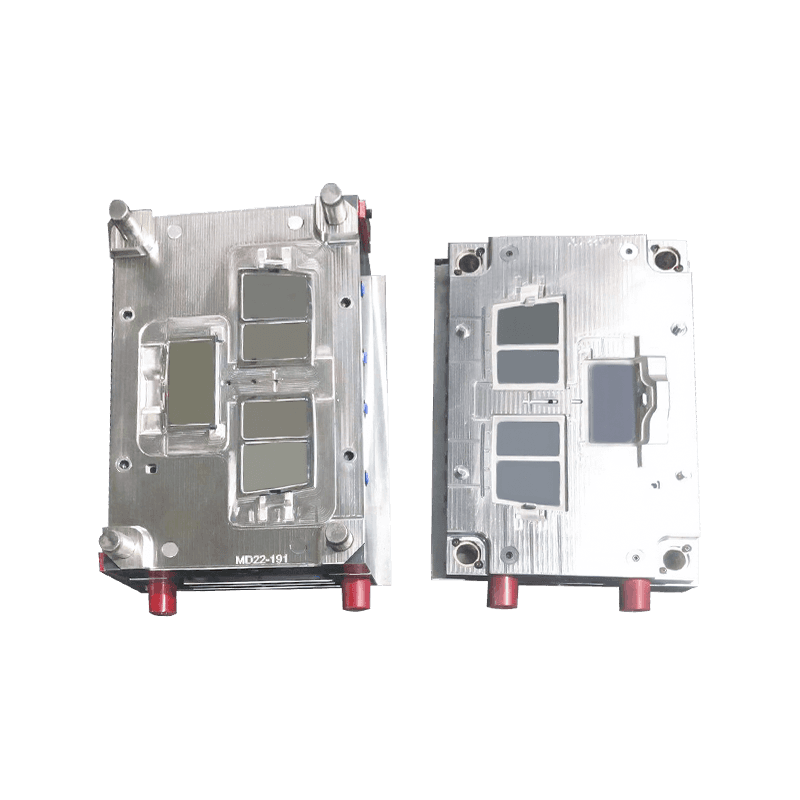
Toolbox storage box lid molds are essential components in the manufacturing process of toolboxes and...
See Details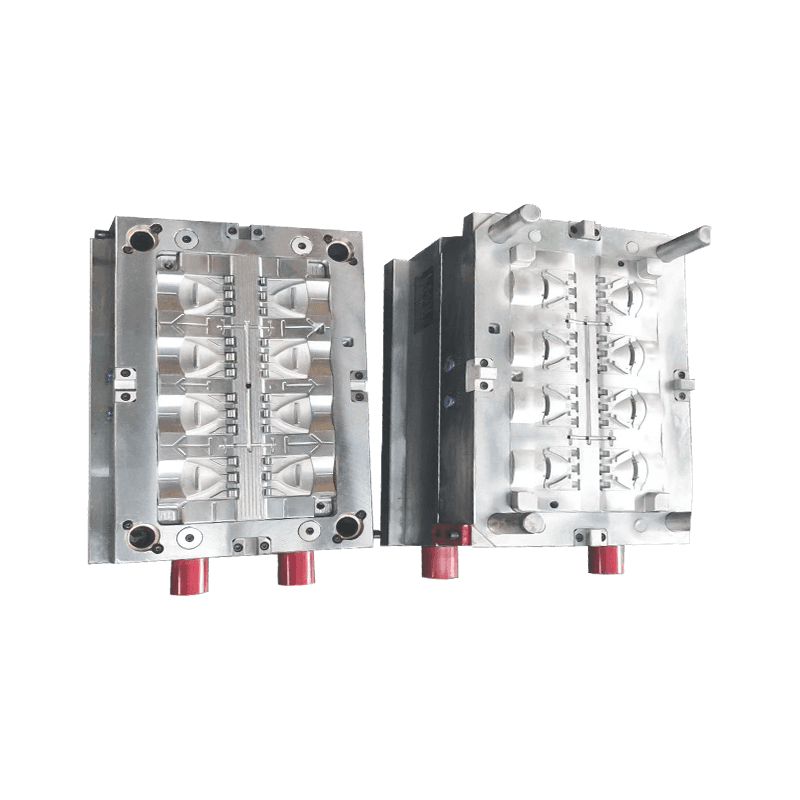
Toolbox latch molds are crucial components in the manufacturing process of toolboxes, providing secu...
See Details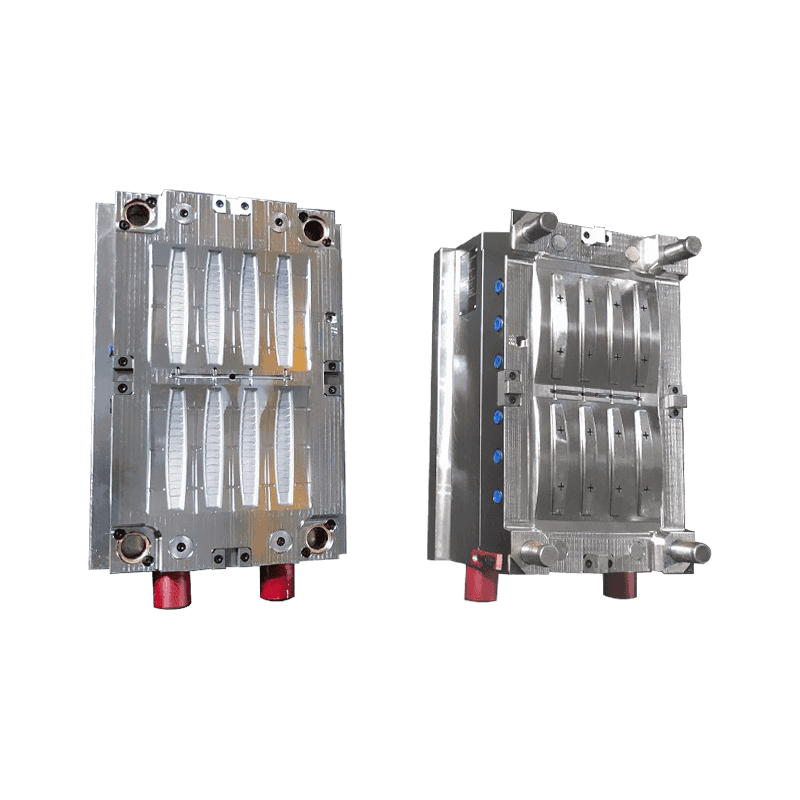
Toolbox handle trim molds play a crucial role in enhancing the functionality, aesthetics, and ergono...
See Details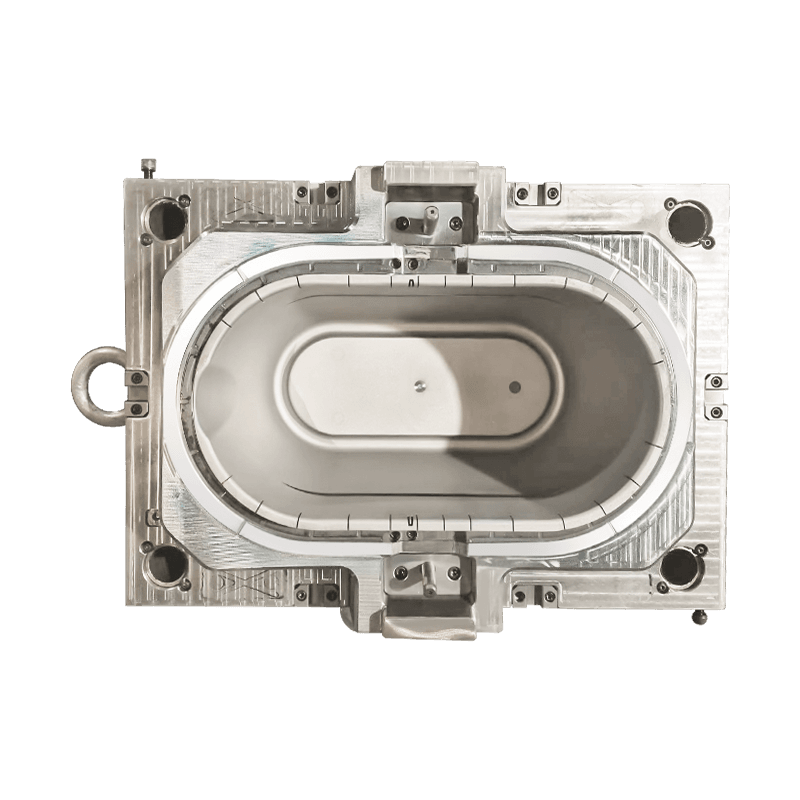
The manufacturing process of water bucket molds involves several distinctive features. From the pers...
See Details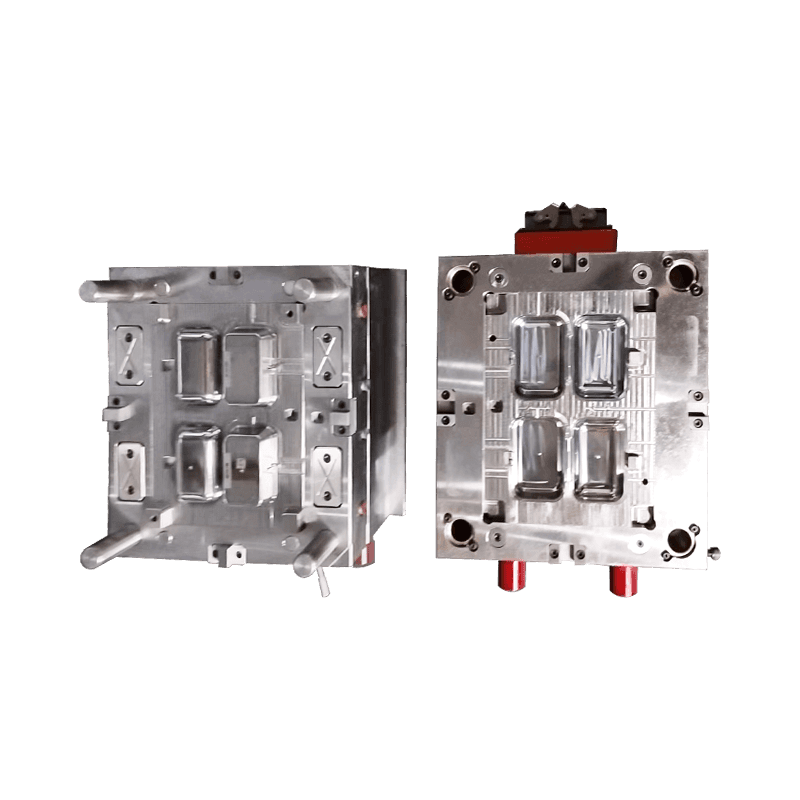
The soapbox mold is a key tool used to produce soap boxes. The shape and structure of the soap box a...
See Details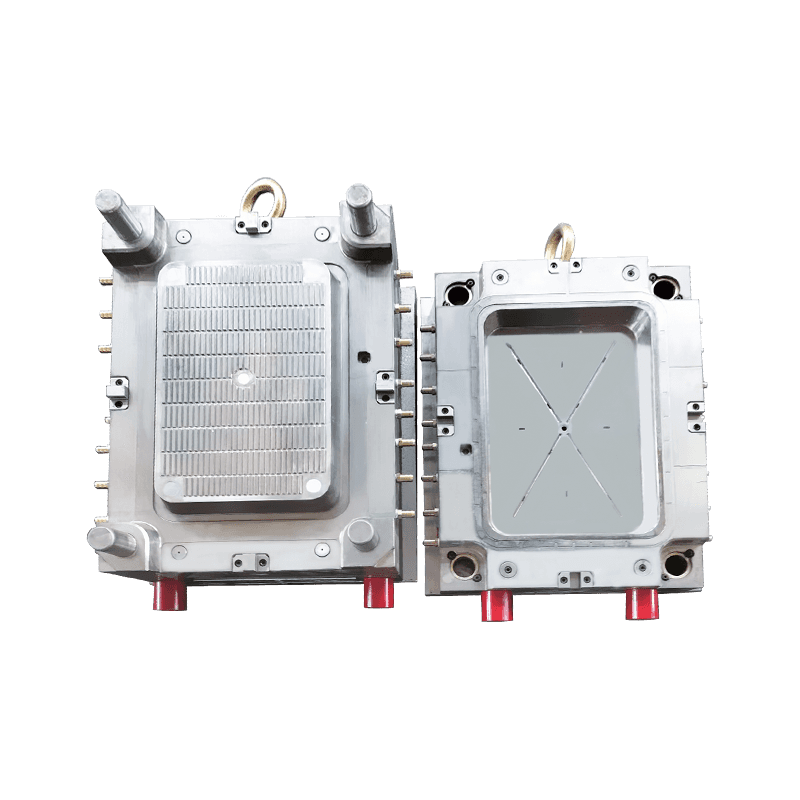
The design of the fruit and vegetable washing basket mold is crucial in balancing practicality and a...
See Details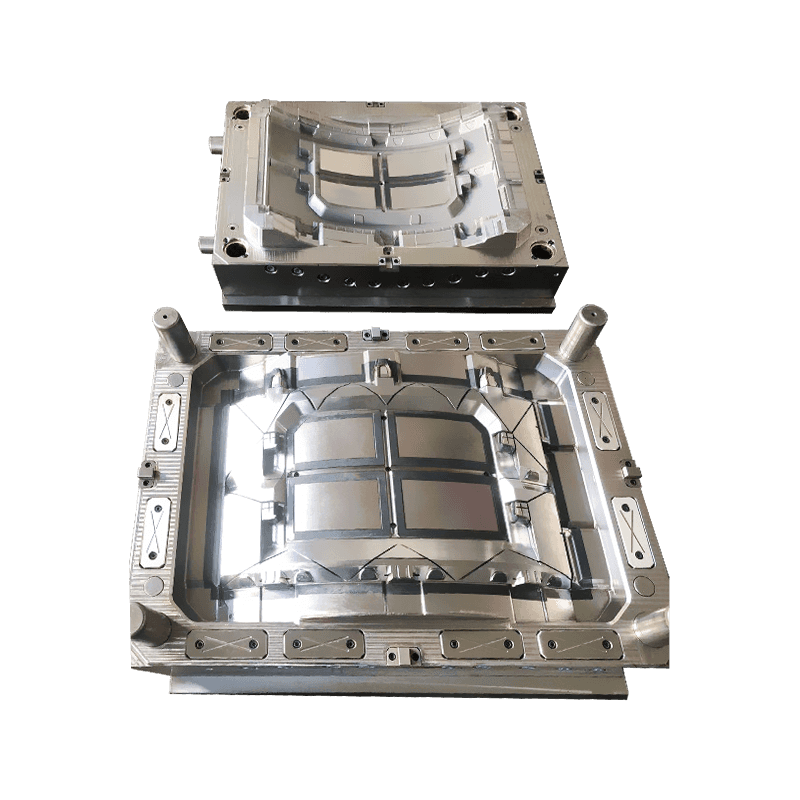
Seedling planting box molds play a crucial role in the cultivation of flowers, vegetables, and fruit...
See Details+86-13616882963
We are committed to providing customers with high-quality, precision mold solutions.
Copyright © Taizhou Yiwei Mold Co., Ltd. All Rights Reserved.

Contact Us